


Bacanın özellikleri ve tasarımı
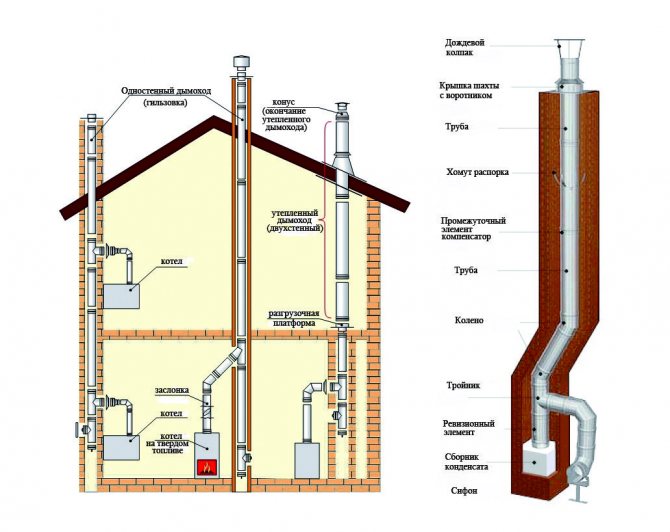
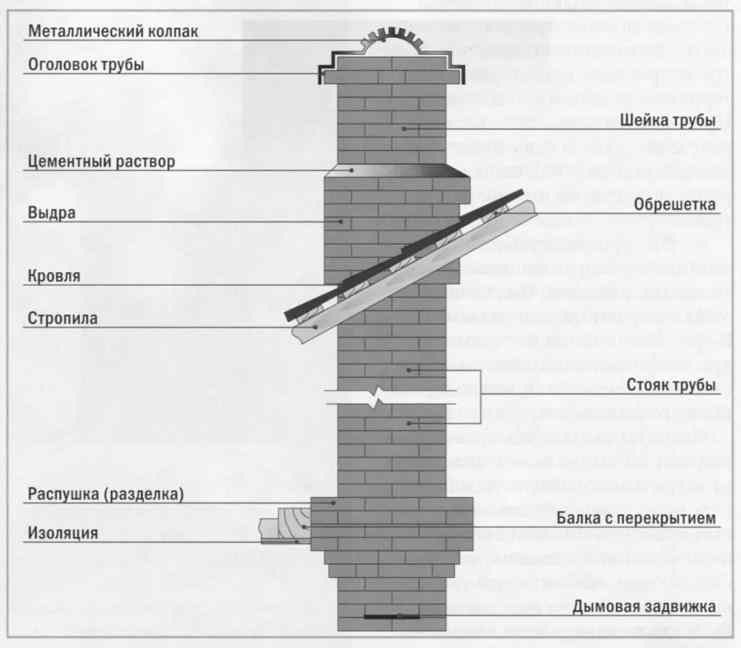
Şömine, soba, katı yakıt ve gaz kazanından çıkan tuğla baca tasarımı, düz bir kanal oluşturan veya dönüşlü bir şafttır. Yapının üst kısmı çatının üzerinde sergileniyor ve yukarıdan koruyucu bir başlık takılıyor.

Çalışma prensibi
Kazan açıkken, kanalın altındaki sıcaklık çıkışa göre daha yüksektir. Diferansiyel nedeniyle bir basınç farkı oluşur. Sayı ne kadar yüksek olursa çekiş o kadar iyi olur. Yanma ürünleri sokağa serbestçe boşaltılır ve yanmayı desteklemek için oksijen ocağa girer.
Malzemeler ve araçlar

Baca kovanı, egzoz kanalının içine paslanmaz çelik bir borunun montajıdır. Pürüzsüz yüzeyi hızla ısınır, bu da yoğunlaşmayı ve dumanla birlikte kaçan isi azaltır. Astar paslanmaz çelikte yuvarlak veya oval olmalıdır: katı yakıt kullanıldığında - AISI 321 veya 409, astar kalınlığı 0,8-1 mm, gazlı ısıtma durumunda - AISI 304, kalınlık 0,5 mm'den az değildir . Oluklu iç yüzeyde kurum ve yoğuşma birikeceği için esnek paslanmaz çelik boru kullanılması önerilmez.
Egzoz kanalı gereksinimleri
Yapının sıkılığının yanı sıra düşük kurum birikimi ve yoğunlaşma oluşumu ile iyi çekiş sağlanır. Bu parametreler tüm bacalar için temel gereksinimdir. Oda içinde duman olmaması için kesiti doğru bir şekilde hesaplamak önemlidir.

Anahtar kasa hataları
Ana hatalar:
- Kısmi kovan muhafazası (milin tüm uzunluğu boyunca değil).
- Özel bir destek yerine diz kullanmak.
- Taşıma, bağlantı (segmentler) veya madene indirme sırasında buruşuk boru kenarları (paslanmaz çelikten bahsediyorsak).
- Manşonu indirirken kablonun sarsıntıları.
- Çapın daralması.
- Çok keskin dönüşler (eğer bir polimer astardan bahsediyorsak).
- Toplu ısı yalıtımının kullanılması (manşon ile tuğla şaft arasında).
- U şeklinde bir su sızdırmazlığının olmaması - kondens doğrudan bir hortum aracılığıyla kanalizasyona boşaltılırsa.
Lütfen unutmayın: her hata yeterince ciddidir. İzin verilirse, gelecekte görevinizi karmaşıklaştırabilir (astarı değiştirmeniz gerekirse) veya kazanın çalışmasını kötüleştirebilirsiniz.
Kıvılcım önleyici nedir, bacaya neden ihtiyaç duyulur ve nasıl yapılır?
Baca kurumdan patates kabukları ile nasıl temizlenir?
Benzer gönderiler
Manşonun özü ve avantajları
Bir bacayı yeniden inşa etmek için acele etmeden önce, manşonun ne olduğunu bulmanız ve ayrıca sürecin avantajlarını öğrenmeniz gerekir.
Çoğu bacada dikdörtgen bir kanal bölümü bulunur. Duvarcılık için sıradan kırmızı veya dekoratif tuğlalar kullanılır. Zamanla, kanalların içinde büyük kurum birikintileri belirir, verimlilik düşer ve çekiş tamamen kaybolur. Sorun, tam olarak kesitin biçiminde ve tuğlanın pürüzlü yüzeyinde yatmaktadır.
Yuvarlak ve oval kanallarda iç duvarlar düzdür. Kurum duvarlara yapışmaz.
Yeni bir baca yapmamak için manşetle geldiler. Prosedür, tuğlayı bozmadan borunun kanalın içine yerleştirilmesini içerir. Paslanmaz çelik manşon en iyi seçenek olarak kabul edilir, ancak seramik, asbest veya polimer kullanılabilir.
Baca kanalı manşonunun faydaları:
- astarın pürüzsüz yüzeyi nedeniyle çekiş artar;
- ısı kaybı azalır, verimlilik artar;
- dairesel kanalın içinde türbülans oluşmaz;
- Astarın yoğuşmaya karşı direnci nedeniyle kanalların dayanıklılığı artar;
- baca sızdırmazlığı artırılır.
Manşondan gelen ek, yanma ürünlerinin çıkarılması için yeni bir kanal oluşturur ve tuğla işi bir kasa görevi görür.

Baca kovanı nedir?
Baca kanalı duvarlarında kurum birikmesi ve yoğuşma oluşumu bacadaki çekişin azalmasının ana nedenleridir. Isıtma ekipmanının çalışmasını iyileştirmek için, yeni bir şaftın yerini değiştirebilir veya bir manşon kullanarak işlevselliği geri yükleyebilirsiniz. Yeni bir tuğla baca inşası, önemli finansman ve zaman gerektirir, bu nedenle çoğu zaman eski baca, astar yöntemi kullanılarak yeniden inşa edilir.
Baca kovanı, tuğlayı bozmadan kanal içerisine yeni bir hattın döşenmesidir. Yanma ürünlerinin çıkarılması için ekin oluşumu birçok olumlu nokta sağlar:
- astarın pürüzsüz iç yüzeyi çekişin artmasına neden olur, kurumla tıkanma riski en aza indirilir;
- hattın gerginlik derecesi artar;
- Astarın yoğuşmaya karşı direnci nedeniyle baca sisteminin fonksiyonel özellikleri iyileştirilmiştir.
Manşon, ısı üreticisinin verimliliği ve bacanın yüksek kaliteli hizmet şartları üzerinde olumlu bir etkiye sahiptir.
Bir kola ihtiyaç var mı?
Yapının inşaat aşamasında manşon takılması daha iyidir. Maden tuğladan örüldüğü için ek parça tuğlalarla örülmüştür. Başlangıçta bunu yapmadıysanız, zamanla işleme geri dönmeniz gerekecektir. Tamamlanmış bir evin bombardımanı daha zordur. Duvar işçiliğini kısmen yok etmemiz, dekoratif kaplamayı kırmamız ve her şeyi yeniden restore etmemiz gerekecek.
Tuğla bacalara acil ihtiyaç duyulması aşağıdaki nedenlerden kaynaklanmaktadır:
- başlangıçta, yanma ürünleri uzaklaştırma sistemi hatalarla tasarlanmış ve inşa edilmiştir;
- bir tuğla bacaya bağlı bir şömine veya sobanın sürekli kullanımı varsayılır;
- uzun kanal uzunluğu;
- projeye göre madenin mühürlenmesi gerekiyorsa, ancak bu yapılmadı;
- maden soğuk bir tavan arası odasından geçer ve sıcaklık farkı nedeniyle yoğuşma oluşur;
- baca, binanın dış duvarının içinde tuğlalarla kaplıdır;
- madenin tuğlalarının dikişlerinden yoğuşma damlamaları görünüyor;
- duman kanalının basıncının düşürülmesi;
- maden hızla kurumla tıkanır ve sık temizlik gerektirir;
- duman tahliye geçitleri profesyonel soba üreticileri tarafından değil, deneyimsiz duvar ustaları tarafından döşendi.
Diğer tüm durumlarda, mal sahibi istediği gibi manşonu gerçekleştirir.



Bacanın muhafazası (sanitasyon)
Bacanın muhafazası (sanitasyon) - tamamen sökülmeden mevcut bir duman ve (veya) havalandırma kanalına montaj, bir onarım eki - bir boru.
Bu ekin adı - kol.
Kanala bir manşon takılması şu durumlarda gereklidir:
- Projede baca (manşon) duvarlarının hizalanması ve korunmasının bir göstergesi vardır;
- Düşük sıcaklığa bağlı TGA;
- Koaksiyel bir baca, bir gaz-hava sistemi (LAS) yanma ve yanma ürünlerinin atmosfere atılması için eşzamanlı hava beslemesi için;
- Soba veya şömine sürekli yanma modunda kullanılacaktır;
- Büyük baca uzunluğu;
- Baca dış duvarlara yerleştirilir;
- Isıtılmamış odalarda ve çatının üstünde uzun baca;
- Baca duvarlarının tahrip olduğu gözlenir;
- Kanalın basıncının düşürülmesi ve gaz sızdırmazlığının ihlali gözlenir;
- Duvarlarda yoğuşma damlaları görülmektedir.
Duman kanallarının astarı da sıklıkla adlandırılır zaryani kanalların duvarlarının içeriden yüksek sıcaklıkların agresif etkilerinden korunması, ayrıca donma, asitlerin ve suyun hem yoğunlaşan buharlardan hem de atmosferik etkilerden korunması. Agresif bir ortamın oluşması nedeniyle, genellikle hem bacalarda hem de monte edildikleri binanın yapılarında tahribat meydana gelir.
Bu hoş olmayan anlar genellikle şunların bir sonucu olarak ortaya çıkar:
- belirli çalışma koşulları dikkate alınarak yanlış seçilmiş malzeme:
- Tuğla baca;
- Çözeltiyi yıkamak;
- Düşük sıcaklık kazanı;
- Dışarıda düşük sıcaklık;
- Higroskopik malzemeler ve diğer eksiklikler. - tasarım hataları;
- Dış duvardaki yeri;
- Isı yalıtımı eksikliği;
- Baş tasarımı;
- Yoğuşma suyu drenajının olmaması;
- Tasarımcının diğer ihmalleri ve ihmalleri.
- kurulum hataları ve davranış kurallarının ihlali:
- Duman montaj yönü;
- Çatının başı ve sızdırmazlığı projeden farklı olarak yapılmıştır;
- Kurulum sırasında borunun hasar görmesi (sıkışmış ve çizik uçlar);
- Yanlış ve güvenilir değil Sabitleme, yoğuşma suyu drenajı, bükülmeler ve kıvrımlar;
- Yerleştirme sızıntıları;
- Ve işçilerin şeytani-umursamaz tavrı ve iş amirinin zayıf kontrolünden kaynaklanan diğer tutarsızlıklar.
- Çalışma kurallarının ihlali:
- Uygun olmayan yakıt kullanımı ve ayrıca TGA çalıştırma ayarlarının başarısız olması;
- Uygun olmayan bir çalışma modunun kullanılması (yoğun yanma veya için için için için yanma, uzun süreli yanmaya erken geçiş, vb.)
- TGA'nın veya binanın işletilmesi ile ilgili diğer olumsuz noktalar.
- Yetersiz bakım:
- Zamansız temizlik, inceleme ve bakım;
- Planlanmış onarımların ve periyodik faaliyetlerin yerine getirilmemesi;
- Hizmet Koşullarının diğer ihlalleri.
Bölüm 1. Bacaların sanitasyonu (gömlekleri) için malzemeler.
1. Paslanmaz borular .
Manşon yöntemi ile bacaların onarımı ve restorasyonu için en çok kullanılan malzeme.
Şu anda, bu amaçlar için kullanılan paslanmaz çelik borular şartlı olarak aşağıdaki üç gruba ayrılabilir:
- Yuvarlak borular .
Ferritik ve östenitik çelik kalitelerinden, 60 mm'den 1000 mm'ye kadar çeşitli çaplarda ve 0,5 mm'den 1,5 mm'ye kadar kalınlıklarda üretilirler. Fittingler uygun ölçülerde, aynı çelik ve kalınlıklarda üretilmektedir. Uç çapının boyutunu aşan herhangi bir kanala ve şafta monte edilirler.
Büyük Rus üreticiler tarafından üretilmiştir: Zanaat, TiS, Volkan, Ferrum ve diğerleri ve içe aktarılanlar: Schiedel, Jeremias, BOFILL;
- Oval kollu.
Ana ölçüler 100 * 200 mm ve 120 * 240 mm'dir. 150 ve 200 mm yuvarlak çaplar için uygundur. Çoğunlukla östenitik çelikler olmak üzere 0,5 ve 0,6 mm kalınlığında paslanmaz çelik sac kullanılmıştır. Ana parçalarla aynı çelik kalitelerinden şekillendirilmiş parçalar kullanılır veya dairesel bir bölüme geçiş gerçekleştirilir. Kutu veya şaftın boyutlarını küçültmek için "pyaterik" 140 * 270mm denilen dikdörtgen kesitli kanallara veya diğer borularla ortak bir şafta monte edilir.
Üreticiler: Craft, TiS, Volkan;
- Esnek (oluklu) borular.
İki kat paslanmaz çelikten yapılmış oluklu yuvarlak borular. Aynı zamanda, çelik kalitesi sadece östenitiktir, ancak dahili ve harici kullanım farklı olabilir. Esnek boru üretiminde kullanılan ana kalite AISI 316L'dir. 80 mm'den 350 mm'ye kadar boru çapı. Eğimli kanallara monte edilebilir. Dönüş yarıçapı, boru çapının 2-3 katıdır. Bağlantı parçaları yuvarlak paslanmaz çelik sacdan yapılmıştır.
Esnek gaz kanalı üreticilerine örnekler: (LİSFLEX) BOFILL; Tubest TS Multinox.
Ödemek Dikkat! Baca kanalı ve baca bağlantıları olarak esnek alüminyum hava kanallarının kullanılması kabul edilemez!
2. Seramik borular.
Seramik, çöken duman kanallarını iyileştirmek için en güvenilir ve dayanıklı seçeneklerden biridir.
Maliyetinin yüksek olması nedeniyle sadece havalandırma amaçlı kullanılmaz. Onlar için doğru boru ve aksesuarları seçmek önemlidir.
Şu anda sanitasyon için üretilen seramik borular aşağıdaki gruplara ayrılabilir:
- Üreticiler tarafından: Schiedel ; Tona; Hart; Wolfshöher; Plewa; Heluz; diğer;
- Şekil: Dikdörtgen ve yuvarlak;
- Malzemelere göre: Şamot ve seramik;
- Üretim yöntemlerine göre: Plastik kalıplama veya izostatik yarı kuru presleme;
- Bağlantı ile: dikenli oluk veya çan sistemi;
- Uygulama koşullarına göre: alev geciktirici kurum (G) veya alev geciktirmeyen kurum (O);
- Uygulama şekline göre: Kuru (W) veya Islak (W);
- Korozyon direnci sınıfı: W1 (gaz); W2 (sıvı ve gaz); W3 (katı, sıvı, gaz).
- Artan basınç altında veya seyreklik altında ve binanın içinde veya dışında bulunan çalışmak için:
N1 (binanın içinde veya dışında bulunan 40 Pa vakumda kaçak 2.0 l * sn / m2)
N2 (binanın içinde veya dışında bulunan 20 Pa'lık bir vakumda 3.0 l * sn / m2 sızıntı)
P1 (kaçak 0.006 l * sn / m2, maksimum 200 Pa aşırı basınçta, bina içinde veya dışında konum)
P2 (kaçak 0.120 l * sn / m2, maksimum 200 Pa aşırı basınçta, bina dışında konum, seyreklik modunda çalışırken, bina içinde konuma izin verilir)
H1 (kaçak 0.006 l * sn / m2, maksimum 5000 Pa aşırı basınçta, bina içinde veya dışında konum)
H2 (kaçak 0.120 l * sn / m2, maksimum 5000 Pa aşırı basınçta, bina dışında konum, seyreltme modunda çalışırken, bina içinde konuma izin verilir)
- Maksimum uygulama sıcaklığı ile;
- Koruyucu bir kaplamanın varlığı ile: Sırlı ve sırsız;
- Çaplara göre: 120 mm'den 450 mm'ye;
- Düz bir borunun maksimum kesiti için: 330 mm, 660 mm, 1330 mm;
- Ağırlığa göre: ağır ve hafif;
- 4,0 mm'den 20 mm'ye kadar duvar kalınlığı. Seramik baca sisteminin şekilli parçaları üretici tarafından hem seramik hem de paslanmaz çelik olarak temin edilebilmektedir.
Çeşitli üreticilerin baca yenileme sistemlerine örnekler:
- Schiedel KERANOVA;
- TONA tec san;
- Heluz Kerasan artı.
3. Asbestli çimento borular.
Bacalar olarak kabul edilebilir malzemeler listesinde yer almakla birlikte, bir dizi önemli kısıtlama vardır.
Duman sıcaklığı 300 g'ı geçmemelidir. Bu şu anlama gelir:
- Kurumun alev almasından korkuyor;
- Kömürle çalışan TGA için kullanılamaz;
- Baca gazlarının sıcaklığı 3000C'yi geçebilecek TGA için baca olarak kullanılmasına izin verilmez;
- Sertifikalı olmayan TGA ile kullanılması kabul edilemez;
- Zorunlu zamanında temizlik.
Malzeme higroskopiktir. Bunu takip ediyor:
- Yoğuşmalı ve düşük sıcaklıklı kazanlarda kullanılamaz;
- Dondurulamaz;
- Kurulum sırasında kendinizi yalıtmanız gerekir;
- Yerleştirme zorluğu;
- Şekilli parça eksikliği;
- Ve bir dizi başka kısıtlama.
Yukarıdaki tüm olumsuz noktalara rağmen, asbestli çimento borusu şu anda en ucuz ve bu nedenle bacalar için en yaygın malzeme olmaya devam ediyor.
Dikkat! Baca olarak asbestli çimento borusu güvenli değildir!
Asbestli çimento borulu bir bacayı çalıştırırken son derece dikkatli ve dikkatli olun!
4. Polimer kılıf (astar)... Bir fiberglas ağdan oluşan yeni bir kompozit malzeme - bir taban ve bir reçine tipi polimer emprenye.
Şu anda, baca ürünleri pazarında, yanma ürünlerini kazanlardan (ve diğer düşük sıcaklıklı TGA'lardan) ve ayrıca şömineler ve sobalar için kullanılan duman kanalları için baca kanalı gömlekleri sunulmaktadır.
Ayırt edici özellikleri. Pozitif:
- Dikiş ve eklem yok;
- Düşük ısı iletkenliği;
- Nem ve asitten korkmaz;
- Hızlı kurulum;
- Dönmek için bile duvarı açmaya gerek yok;
- 30 dereceye kadar bir açıyla döndürmek mümkündür (bazı belgeler 45 derecelik bir açı gösterir, ancak böyle bir dönüş için, daralma ile kırışıklıklar ve kıvrımlar oluşma olasılığı yüksektir);
- Bina yapıları, hazırlık ve ilgili malzemelerde minimum değişiklik sayısı;
- 80 mm'den 500 mm'ye kadar mevcut çaplar;
- Mümkün olan maksimum uzunluk 60 metredir;
- Baca armatürleri östenitik paslanmaz çelikten yapılmıştır.
Ayırt edici özellikleri. Olumsuz:
- Kurulum özel ekipman gerektirir;
- Kanal kesitinin daraltılması mümkündür;
- Nitelikli uzmanların katılımı gereklidir;
- Kendi kendine montajı ortadan kaldırır;
- Bağlantı parçalarını takarken ve kanalı çekerken manşona zarar verme olasılığı vardır;
- Yüksek malzeme, ekipman ve iş maliyeti.
Rusya'ya tedarik edilen polimer astar örnekleri:
- FuranFlex sertifikalı gaz kazanları için: T250 H2 0 W3 R6 C50
- FiTFiRE düşük sıcaklık kazanları için. Avrupa sınıflandırması: T 300 P1 W1 O 50 R0,017
- FuranFlex RWV şömineler ve sobalar için: 800 dereceye kadar duman sıcaklıkları için tasarlanmıştır. Düşük sıcaklık TGA için kullanılamaz.
- FiTFiRE HT 1000 yukarıdakine benzer.
5. Plastik borular... Bu amaçla üretici tarafından sağlanan sertifikalı TGA ve sertifikalı plastik boruların kullanılması durumunda kullanımına izin verilir.
Plastik kullanmanın herhangi bir faydasını geçersiz kılan sadece sertifikalı plastik boruların kullanılması gerçeğidir, çünkü ondan gelen boruların maliyeti, aside dayanıklı çelikten yapılmış iyi bir paslanmaz eke eşit olacaktır.
Kanalizasyon plastik boruları yalnızca yanmaz madenlerde besleme veya egzoz havalandırması olarak kullanılabilir ve ayrıca kapalı bir yanma odası olan bir TGA'ya yanma havası sağlar.
Notplastik boruların bina zarfından döşenmesi, bu taşıyıcı ve çevreleyen yapıların yangına dayanıklılığını ve dolayısıyla tüm binanın hayatta kalma özelliğini sıfıra indirecektir. Alev, yalnızca bir odada tutuştuktan sonra anında binanın her tarafına ve hatta tespit edilip yerelleştirilmeden önce yayılacaktır. Bu, insanların tahliyesini ve yangını söndürmeyi büyük ölçüde zorlaştıracak olan, zeminler ve çatı da dahil olmak üzere binanın tüm alanı boyunca yanma elde ettiğimiz anlamına gelir.
Kanalizasyon plastik borusunun baca olarak kullanılması kesinlikle yasaktır!
Bölüm 2. İşlerin yürütülmesi. Hazırlık aşaması. İşe başlamadan önce.
Manşonun duman kanalına montajı, kalifiye bir ekibin müşterinin sahasına gelmesinden çok önce başlar ve şunları içerir:
Bir kurulum şeması hazırlamak, eksiksiz bir malzeme setini tasarlamak, hazırlamak, bir tahmin üzerinde anlaşmak ve müşteri ile bir anlaşma imzalamak. Bunların hepsi bir hazırlık aşaması.
Basitleştirilmiş bir versiyondaki kurulum şeması veya baca kaplamasının taslağı mutlaka şu soruların cevaplarını içermelidir:
- Baca çapı (çaptan çapa olası geçişler görüntülenir ve açıklanır)
- Sırt, tavan ve bağlantı noktasına göre baca yüksekliği;
- Baca ve destek yükleri;
- Baca bağlantısı (yükü alan destek elemanı);
- Yoğuşma suyu drenajı (yoğuşma suyu drenaj yönteminin yönünü ve ilgili baca sistemi elemanını seçin);
- Muayene ve temizleme cihazları (tees, cepler, fişler);
- TGA'ya yerleştirme (kesin çaplar belirlenir, adaptör ve adaptör ihtiyacı);
- Döşemenin düzlüğü (gerekli kıvrımlar, dönüş açıları, eğimler ve bölümlerin her birinin uzunluğu);
- Astar merkezleme ve hizalama (mesafe kıskaçları, ara parçalar, vb.);
- Sızdırmazlık derzleri (dolgu macunu, kelepçeler vb. Uygulama)
- Isı yalıtımı ihtiyacı (tip, kalınlık, uzunluk ve hacim);
- Baş tipi ve yapısı;
- İş üretim planı.
Başlangıçta işlerin listesine ve onaylanan tahmine göre montaj ekibi ihtiyaç duyduğu kurulum için alet, ekipman, kişisel koruyucu ekipman ve aksesuarları monte eder. Daha sonra, yardımcı ve bağlantı elemanları dahil olmak üzere bir baca kiti monte edilir. Kantitatif kompozisyon, tahmin ve faturalara göre kontrol edilir.
İşe başlamadan önce tüm açıklıklar tamamlanmalı, baca bağlantı elemanlarının yerleri belirlenmeli ve hem iş hem de çatıda boruya yaklaşma yolları hazırlanmalıdır.
Ayrıca gerekli iskele ve merdivenler dikilir, montaj işinin güvenliği kontrol edilir ve emniyet cihazları takılır.
Belirlenen zamanda, montajcılar çalışma sahasına gelmelidir.
İlk aşama. Kurulum başlangıcı.
Daha önceden hazırlık aşaması çalışmaları yapılmamış olması durumunda hazırlık aşamasında listelenen çalışmalar yapılır. Gerekirse eski bacayı sökün.
Madende yaklaşma yolları ve teknolojik açıklıkların yerleştirilmesinden sonra kanal, ruff kullanılarak iyice temizlenir ve aynı zamanda açıklık açısından kontrol edilir.
Gerekirse, çözelti akışı indirilir ve kanal duvarları üstten veya ek teknolojik açıklıklardan düzleştirilir.
Astarı kaldırmak ve indirmek için boru ağzına bir vinç takılır.
Bileşenler katlar arasında dağıtılır.
Madenin tabanı düzlendi.
Destek elemanı kanalın dibine yerleştirilirken şaftın tabanı hazırlanarak tesviye edilir ve yoğuşma suyu tahliye bağlantısı ile havalandırma deliği sağlanır.
İkinci aşama. Ana kitin montajı.
Çeşitli uçların (manşonların) montaj özellikleri.
Tüm işlemler, şaftın tüm yüksekliğine bir manşon döşemek, bir tüketiciyi ona bağlamak, sabitlemek ve tesviye etmekle indirgenmiştir.
Bununla birlikte, çeşitli tipte astarların kurulum işlemlerinde bir dizi önemli farklılıklar vardır. En önemlileri aşağıda listelenmiştir.
Oval veya yuvarlak bir paslanmaz çelik manşon montajının özellikleri:
- Yoğuşma suyu tahliyesi, destek elemanı ve tees şaftın altındaki teknolojik açıklığa monte edilir ve tüm ana boru çatıdan aşağı iner;
- Boru, vince kauçuk kayışlarla veya alt boruya sabitlenmiş bir kıvrımlı kelepçeyle tutturulur;
- İpucu: Boru, iki kablo kullanarak madene daha sorunsuz geçecektir;
- Manşonun yüksekliği yüksek değilse, boru elemanlarının birbirine göre güvenilir bir şekilde sabitlenmesiyle borunun üst kısımdan tutulmasına izin verilir;
- Lilza elemanlarının, kendinden kılavuzlu vidalar olmadan birbirine bağlanması tavsiye edilir. İstisnai durumlarda, paslanmaz çelik perçin kullanımına izin verilir.
- Baca, bir yan yoğuşma suyu tahliyesi olan bir zemin elemanı vasıtasıyla şaftın altına veya şaftın duvarlarına sabitlenmiş bir tespit elemanına bir destek platformu vasıtasıyla monte edilir;
- Madende boru şaftını ortalamak ve hizalamak için mesafe kelepçeleri ve ara yapıları kullanılır;
- Manşonu döndürürken, her iki tarafında manşonu sabitlemek için gerekli olan tüm dönüş miktarı için teknolojik bir açıklık yapmak zorunludur;
- Gaz ve sıvı yakıtlar için yüksek sıcaklık sızdırmazlık maddesi (300 g'a kadar) ve katı yakıtlar için ısıya dayanıklı (1200 - 1500 dereceye kadar) tavsiye edilir;
- Manşon, şaftın ağzının üzerinde biter.
Seramik manşon montajının özellikleri:
- Bu baca sistemindeki yoğuşma suyu tahliyesi destekleyici bir unsurdur, dolayısıyla tüm montaj onunla başlar;
- Özel bir eleman - bir makaralı sehpa, kendisi için tasarlanan yoğuşma suyu tuzağındaki deliğe vidalanır ve vinç kablosuna monte edilir, ardından şafta 20-30 cm iner; Yoğuşma suyu tahliye deliğinin yönüne dikkat edin!
- Yoğuşma suyu tahliyesinin yan yüzeylerine ara parçalar takılır ve bir sızdırmazlık maddesi uygulanır. (Kullanılan yakıtın cinsine göre dolgu macununun cinsi belirlenir.) Bundan sonra ilk seramik boru yapıştırılır ve daha önce nemli bir süngerle ek yeri içeriden hizalandıktan sonra aşağı doğru indirilir.
- İlk boruda, yoğuşma tuzağına bağlanmadan önce, şablona göre, üniversal bağlantı için şaftın tabanına göre hesaplanan yükseklikte delikler açılır. Tüketici bağlantısı için olan deliğin aynı boruya düşmesi nadirdir. Önemli! Nipel, soket bağlantısına temas etmemelidir! Bağlantı deliğinin yönüne dikkat edin!
- Sızdırmazlık maddesini ilk borunun yuvasına uyguladıktan sonra, ara parçalara sahip bir manşet takılır ve boru şaft ağzının 20-30 cm altına iner;
- İkinci bir boru takılır, ardından bir dikiş düzleştiricili dikişler için sıkıştırılmış sızdırmazlık maddesi seçilir ve bağlantı düzleştirilir. Nipel için açılan deliklerin mile göre doğru şekilde yönlendirildiğinden emin olun!
- Madenin dibine ulaşılana kadar işlemler tekrarlanır;
- Boru, şaft duvarından kapak plakası ve koni yüksekliğine kadar çıkıntı yapmalıdır.
Esnek bir paslanmaz çelik boru montajının özellikleri:
- Esnek kanal, kendi ağırlığı altında çatıdan iner. İçerisine takılan bir tapa yapılması ve kabloya sabitlenerek çekilerek hava kanalına yönlendirilmesi tavsiye edilir.aşağı (özellikle eğimli bir şafta esnek bir uç yerleştirmek için önemlidir).
- Bağlantı, inceleme ve yoğuşma suyu drenajı, östenitik kalitede paslanmaz çelik boru setleri ile gerçekleştirilir;
- Tüm bağlantı parçaları şafta sağlam bir şekilde sabitlenmelidir;
- Yuvarlak paslanmaz çelik borulara geçiş, kelepçe ile sabitlenmiş özel bir adaptör ile gerçekleştirilir.
- Boru, boru ağzından 20-30 cm yukarıdan kesilir;
- Esnek kanalın üst kısmının bir adaptör ve şafta tutturulmuş yuvarlak bir uç ile bitmesi daha iyidir.
Polimer astar montajının özellikleri:
- Polimer kılıf, aşağıdan yukarıya boru ağzına sabitlenmiş bir vinç kablosuyla kaldırılır. Özel ekipman (vinç) kullanılması tavsiye edilir.
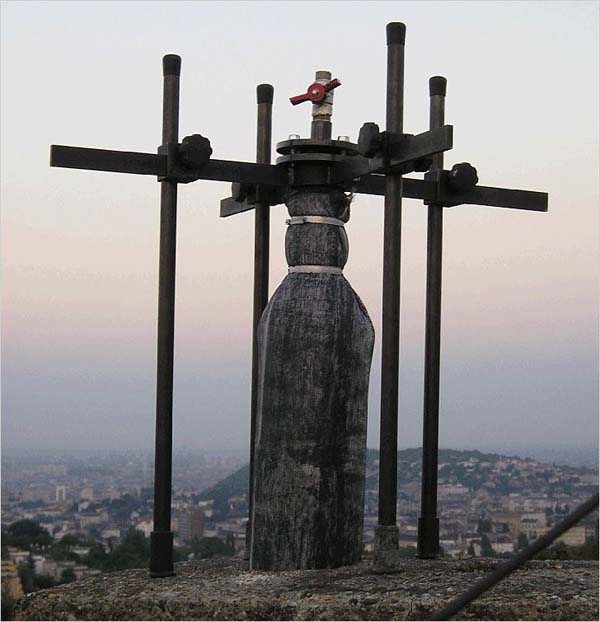
- Astarın üst kısmına basınç göstergesi ve hava ve buhar tahliyesi için bir valf içeren özel bir eleman yerleştirilmiştir;
- Hava kompresörünü pompalayarak, astar şeklini alarak kanalda genişler;
- Astarın genleşmesinden sonra belirli bir basınç altında buhar enjekte edilir;
- Gerekli basınç ve sıcaklığı oluşturduktan sonra, bu mod üretici tarafından belirlenen bir süre boyunca korunur;
- Bir süre sonra kompozit malzeme polimerleşir;
- Ek parçanın polimerizasyonundan (sertleşmesinden) sonra, montaj elemanları çıkarılır;
- Bağlantı, inceleme ve yoğuşma suyu drenajı, östenitik kalitede paslanmaz çelikten yapılmış yuvarlak boru setleri ile gerçekleştirilir;
- Bağlantı parçaları duvara veya şafta sıkıca tutturulur;
- Yuvarlak paslanmaz çelik borulara geçiş, kelepçe ile sabitlenmiş özel bir adaptör ile gerçekleştirilir.
- Astar, son elemanın boru ağzına takılmasıyla şaft ile aynı hizada kesilir.
Üçüncü aşama. Baş cihazı.
Temel kurulum işlemlerini gerçekleştirme alanı, sadece manşon bacasının ağzını doğru şekilde tasarlamaktır.
Kulaklık cihazı için temel gereksinimler ve öneriler şunlardır:
- Astar veya astar kılavuzu şaftın üzerinde yükselmelidir;
- Çıkıntılı manşonun etrafına bir kapak plakası takılır;
- Yokluğunda, bir levha metalden yapılır veya borudan eğimli bir çimento-kum harcı ile yapılır;
- Nemin boru ile şaft arasındaki boşluğa girmesini önlemek için borunun yanına bir bilezik takılır veya genleşme için bir boşluğun zorunlu numarasıyla bir harç çıkıntısı düzenlenir;
- Borunun ağzı dikey olarak yönlendirilir ve yatay kesilir;
- Çıkıntılı kısmın tavanın üstünde ve yanıcı olmayan malzemelerle soğuk bir tavan arasında yalıtılması önerilir;
- Özellikle yoğuşma suyu drenajının kanalizasyona kalıcı bir bağlantısı yoksa, atmosferik çökeltinin boruya girmesini önlemek için bir şemsiye takılması önerilir;
- Bir baca deflektörünün kullanılması tavsiye edilmez;
- Borunun yüksekliğini, tasarımını ve tamamlanmasını artırmak için fabrikada üretilen parçalar kullanılarak ısı yalıtımlı bir sandviç bacaya geçilmesi önerilir;
- Manşonun dökme malzemelerle ısı yalıtımına izin verilmez;
- Havalandırma kanallarını düzenlemek için konili özel bir manşet kullanılır veya kapak plakasının altındaki şaftın yan yüzeylerinde hava delikleri düzenlenir.
Bölüm 4. Baca ve manşonunun yapımındaki hatalar.
Nelere dikkat etmelisiniz.
- Yoğuşma suyu drenaj cihazı, revizyonu ve bağlantısı olmadan düz boruların kullanılması sorunları düzeltmez ve müşteri için anlamsız bir masraftır;
- Bacayı yaldızlamakla aynı zamanda duvarları ve şaftı döşemek en doğru ve ihtiyatlı karardır;
- Kanalın kısmi muhafazası yoğuşma yerlerini başka yerlere taşır ve sorunu çözmez;
- Duman kanallarının soba üreticileri tarafından değil, duvar ustaları tarafından döşenmesi durumunda bir manşon yapılması tavsiye edilir;
- Baca, ısı yalıtımlı bir sandviç baca ile kapatılabilir;
- Genleşme contası cihazı için kanalda ve çiğlenme noktasının geçişini hızlandırmak için ısı yalıtımının kullanılmasına izin verilir, ancak gerekli değildir;
- Bir kıvrımın (diz) destek olarak kullanılması kabul edilemez;
- Boruların kenarlarının sıkışması, kurulum sırasında birleştirmenin zor olmasına ve (veya) çalışma sırasında basıncın düşürülmesine yol açar;
- Alçaltılmış esnek baca kablosunun keskin sarsıntılarına izin verilmez, çünkü kırışıklıklar, ezikler ve baca demontajı mümkündür;
- Bacanın daraltılması yasaktır!
- Drenajı için önceden bir boru hattı döşenmemişse veya havalandırma ızgarası, kapak veya kapı şeklinde erişim sağlanmadıysa, duvarda bulunan yoğuşma tuzağından yoğuşma suyu tahliyesi mümkün olmayacaktır;
- Yoğuşma drenajının, kanalizasyon sistemine, kanalizasyon sisteminden nemi ve hava sızıntılarının zayıflamasına neden olan "U" şeklindeki bir su sızdırmazlığı ile bağlanan bir hortumla yapılması tavsiye edilir;
- Esnek boru veya astarın keskin dönüşleri, bölümün kırışmasına ve daralmasına neden olur;
- Baca, şafta serbestçe yerleştirilmelidir;
- Bacayı tuğla ile kilitlemek veya ısı yalıtıcı maddelerle doldurmak anlamsızdır ve hatta borunun parçalarının ezilmesi, çökmesi ve kendi kendine sökülmesi şeklinde olumsuz sonuçlara yol açabilir;
- Çatının bacalı geçiş alanındaki duvarın bir bölümü ıslandığında, her şeyden önce çatı kaplamasının sıkılığını ve yoğuşma neminin su yalıtım membranından uzaklaştırılmasını kontrol edin. Çoğu zaman, bu, çatı yapılarının sıkılığının ihlalidir ve bacanın çalışmasıyla ilişkili değildir;
- Bir baca ve manşonunu monte ederken, borunun tüm uzunluğu boyunca temizleme ve kontrol cihazları sağlanmalıdır;
- Baca daha önce bu şekilde mevcut olsa bile, yüksek ağaçların ve diğer engellerin oluşturduğu sırt ve rüzgar gölgesi alanına göre baca yüksekliğini kontrol edin. Belki ilişkili sapmalar veya sorunlar vardır;
- Backdraftın nedenleri sadece baca cihazının yüksekliğinde veya doğruluğunda değil, aynı zamanda binanın yapısında, bina içindeki odada oluşan rüzgar akımları ve cereyanlarda da olabilir;
- Bitirmeden ve son çatı kaplamadan önce tüm işlerin baca ile yapılması tavsiye edilir.
Bölüm 5. Baca rehabilitasyonunun (astar) avantajları.
Bir manşon kanalı, manşonsuz olandan daha iyidir, çünkü aşağıdakilere sahiptir:
- Gaz hareketi için ideal (optimal) kesit;
- Borunun iç yüzeyinin minimum pürüzlülüğü (pürüzsüz);
- Islanmayan ve nemi emmeyen duvar malzemesi;
- Kanalın 1 metresini geçerken daha az ısı iletkenliği ve baca gazları daha az soğutulur;
- Uç basınçsız olduğunda daha fazla güvenlik;
- Soğuk havalarda boruyu ısıtmanın yüksek hızı;
- Yoğuşma durumunda duvarın korunması;
- Kondens toplama ve drenaj cihazları;
- Zeminler arası geçişte PP boru oluklarını azaltma imkanı;
- Nemi emmeyen ve donmaya (tahribat) karşı korunan doğru düzenlenmiş kafa;
- Temizlemesi kolay pürüzsüz yüzey;
- Ek parçayı değiştirme imkanı.
Yukarıdakilerin tümü nedeniyle, manşon tipi bir bacanın daha yoğun, daha güvenilir ve daha güvenli olduğu sonucuna vardık.
Ayrıca, bir bacayı tamir ederken, sanitasyon yöntemini kullanarak, duvarı sökmeden bir astar takmanın mümkün olduğunu ve astarın kendisinin daha bakım yapılabilir ve daha az maliyetli olacağını belirtmek gerekir.
Astar süreci, yenisinin yapımından çok daha hızlı gerçekleşecek, bu da olumlu bir ekonomik etki getirecek ve işin temizliğini ve evinizin kullanışlı alanını olumlu yönde etkileyecektir!
Umarım bu makale sorularınızın çoğunu yanıtlamıştır ve artık duman ve havalandırma kanallarını nasıl kapatacağınız konusunda bir fikriniz vardır.
Alexey Telegin
Kullanılan üç yaygın manşon yöntemi ve malzemesi
Astarın ana özü, astarın tuğla şaftın içine yerleştirilmesidir. Gömlekler, üretim malzemesi, ebat ve şekil bakımından farklılık gösterir. Temel kurulum prensibi aynıdır, ancak nüanslar vardır.
Paslanmaz çelik
Astarlar, uzun servis ömrü, yüksek sıcaklıklara ve yoğuşmaya karşı direnç ile karakterize edilir. Paslanmaz borular, her uzunlukta ve şekilde şaftlar için uygundur.
Paslanmaz çelik uçlar uygulamada farklılık gösterir:
- 6 ila 100 cm kesitli yuvarlak borular üretilir, et kalınlığı kullanılan metale göre değişir ve 0,5-1,5 mm'dir.
- Dikdörtgen borular daha az kullanılır. İstendiğinde duvar ölçüsü 14 × 27 cm olan insertler kullanılmaktadır.

- Oval borular 0,5-0,6 mm kalınlığında paslanmaz çelikten imal edilmiştir. Hareket ölçüleri 20 × 10 ve 24 × 12 cm'dir Kesit yaklaşık olarak 15 ve 20 cm çapında yuvarlak bir boruya karşılık gelir.
- Oluklu manşonlar, farklı derecelerde paslanmaz çelikten iki katmandan yapılmıştır. Kesiti 8 ila 35 cm arasında değişmektedir Esnek paslanmaz çelik bir baca montajı sırasında, ondülasyonu iki boru çapından daha küçük bir yarıçap ile bükmemelisiniz.

Tüm seçenekler arasında, oluklu bir kılıf en güvenilmez olarak kabul edilir. İki katmanlı paslanmaz çelik, yüksek sıcaklıklara maruz kaldığında dört yıl içinde yanar ve oluklu duvarlarda kurum kalır.
Polimer kılıf
Manşon, polimer reçine ile emprenye edilmiş fiberglas ağdan yapılmıştır. Tek parça hortum, bağlantı parçaları kullanılmadan mile yerleştirilir. Gerekirse bağlantı parçaları kullanın. Maksimum manşon uzunluğu - 60 m Kalınlık - 8 ila 50 cm Servis ömrü - 30 yıla kadar. Yüksek sıcaklık ve düşük sıcaklık kazanları için farklı bileşime sahip manşonlar kullanılır.
Gaz kazanları, şömineler ve sobalar için FuranFlex polimer sistemleri Rusya'da popülerdir.
FiTFiRE gömlekleri düşük sıcaklıklı kazanlarda kullanılır. FiTFiRE HT 1000, şömine ve sobalar için uygundur.
Manşonlu kasa, madenin tuğlalarını sökmeden tek parça bir kanal elde etmenizi sağlar. Astar, yoğuşmaya karşı dirençlidir ve 300 ° 'lik bir açıyla bükülebilir. Dezavantajlar arasında, yüksek maliyet, ayrıca baca gazı kanalının beceri gerektirmeden kendi kendine montajının imkansızlığı ve özel ekipmanın varlığı yer alır.

Seramikler
Seramik astarlar güvenilir ve dayanıklı olarak kabul edilir. Muhafaza için tahrip olmuş madenlerin restorasyonunda daha sık kullanılırlar. Elemanlar yuvarlak ve dikdörtgen şekillerde mevcuttur. Bağlantı, bir soket veya bir diken-oluklu kilit içinde gerçekleşir. Manşonların çapları 12 ila 45 cm arasındadır, 33, 66 ve 133 cm uzunluklarında düz boru parçaları üretilir, et kalınlıkları 4 ila 20 mm arasında değişir.
Seramikler kurum tutuşmasından korkmaz. Olumsuz tarafı, yüksek maliyet ve ağırlıktır. Baca şaftı sökülmeden montaj tamamlanmaz.

Kol çeşitleri

Sandviç borulu kasa
Astarlı astarların davranış prensibi ve kanala yerleştirilmeleri aynıdır, ancak astarlar malzemede farklılık gösterir, bu nedenle her tür için belirli nüanslar vardır.
Özel mağazalar ek parçalar sunar:
- polimerlerden;
- çelikten;
- oluklu bir borudan;
- polimer kılıf;
- paslanmaz çelikten yapılmıştır.
Uçlar, sahibinin tercihine ve yeteneklerine bağlı olarak seçilir. Dayanıklılık, asitlik ve hava koşullarına dayanıklılık dikkate alınır.
Polimer kılıflar
Çalışan bacanın içine plastik bir boru yerleştirilir. PVC ürünler fiberglas kumaş ile güçlendirilerek ısıtıldığında plastik hale gelir. Bu özelliğin bir sonucu olarak klinker yüzeyindeki düzensizlikler ve boşluklar doldurulur. Sertleştikten sonra iç bölge pürüzsüz hale gelir ve duvar 2 cm kalınlığındadır.
Kullanmanın dezavantajı sıcaklık sınırlamasıdır. Plastik ile tuğladan yapılan baca astarı + 250 ° C'ye kadar yönlendirilmiş akışlarla yapılmıştır, bu nedenle düşük güçlü ünitelerle çalışacak şekilde ayarlanmıştır.
Çelik elemanların uygulanması

Oluklu boru ile manşon
Bacanın düz kısmına haddeleme borusundan yapılmış bir yapı yerleştirilir veya kendi elleriyle dikdörtgen, kare, oval ve yuvarlak şekiller yapılır. Levhalar 0,5 ila 1,5 mm kalınlığında alınır. Çelik malzemelerden yapılan kanallarda standartlara uygun olarak temizlik, muayene, kondens biriktirme tankları için gerekli modüllerin sağlanması mümkündür.
Çelik ürünler, çeşitli yakıt türleri kullanılarak ocaklarda kullanılır. Materyal asitlerin etkisine direnir, plak birikmesine karşı hassas değildir. Dezavantajı, bu yöntem kullanılarak sadece düz bölümlerin manşon olabilmesidir, kıvrımlı boru hatları donatılamaz.
Oluklu boru kullanımı
İmalat, çeşitli paslanmaz çelik türleri kullanılarak gerçekleştirilmekte, boru kabukları iki kat halinde yapılmaktadır. Olumlu tarafta, kıvrımlı zor kanallar için esnek gömlekler kullanılır. Ürünler bağlantı elemanları gerektirmez. Çift katmanlı uçlar, kanalın çapını önemli ölçüde azaltır, bu seçim sırasında akılda tutulmalıdır.
Oluklu, bir sauna sobasının bacasını korumak için nadiren kullanılır, çünkü yüksek derecede ısınan yanma ürünleri kanala boşaltılır. Dezavantaj, plakanın birikmesine katkıda bulunan elemanın kabartmalı yüzeyidir.
Polimer kılıf

Polimer baca kovanı
Kılıf, fiberglas ile güçlendirilmiş kopolimer reçineden yapılmıştır. Ek, kondens damlalarıyla mücadele etmek için kullanılır, düşük sıcaklıktaki bacaları ve güçlü kazanlardan gelenleri işlemek için kullanılır.
Polimer ürün çeşitleri:
- Fitfire iki katmanlı bir astardır, maksimum eleman 60 m uzunluğundadır, montajdan sonra baca gazı kanalı 80 - 500 mm çapa sahiptir. Üretici 50 yıllık bir servis ömrü tanımlar, manşon düşük sıcaklıktaki gazları uzaklaştırmak için kullanılır.
- Fitfire HT 1000, yüksek duman sıcaklıklarına sahip banyo ve şöminelerin borularında kullanılır. Manşon üç katmandan oluşur, orta katman takviye edici bir ağdır.
Baca, bir polimer kılıf ile kapatıldığında, iç koruma dikişsiz, pürüzsüz bir yüzey ile elde edilir.
Paslanmaz boru
Materyal en popüler türlerden biridir. Ürünler uzun yıllar çalışır, yüksek sıcaklıklar, korozyon nedeniyle deforme olmazlar. Paslanmaz borulu bir tuğla bacanın manşon kaplaması genellikle kullanılır, çünkü Satışta çok çeşitli hazır uçlar var, bazen ürünler boyutları dikkate alınarak kendi elleriyle üretiliyor.
Uçlar 0,8 - 1,5 mm kalınlığında paslanmaz çelik saclardan yapılmıştır. Bağlamak için kanalı çevirin, standart tees ve branşman boruları kullanılır, ancak bunları kurmak için duman kanallarının tam düzenini bilmeniz gerekir. Dikdörtgen kesitli kovanlar sadece bacaların düz bölümlerine monte edilir.
Farklı malzemelerden yapılmış montaj gömleklerinin özellikleri
Modern yapıda, bir bacanın yeniden inşası için paslanmaz çelik, seramik veya bir polimer manşon kullanılır. Seramik astar ve polimerin montajı zordur. Çoğu zaman, bacaları kendi elleriyle kaplarken paslanmaz çelik kullanırlar.
Hazırlık çalışmaları
Seçilen astar tipine bakılmaksızın, astarı başlatmadan önce bir dizi hazırlık önlemi gerçekleştirilir:
- Güçlü bir el feneri kullanarak duman bacasını içeriden incelerler. Yıkım derecesini, kurumla kirlenmeyi, düşen harç parçalarının, tuğlaların, kuş yuvalarının varlığını belirleyin.
- Bacayı metal kazıyıcılar, fırçalar ve diğer cihazlarla temizlerler. Duvardan çıkıntı yapan tuğlalar, ekin takılmasını önleyecektir. Tüm çıkıntıları bir çekiçle veya bir çubukla indirmeye çalışırlar.
- Baca çapının yanı sıra uzunluğunu da ölçün. Boyutlar, açıların tüm dönüşlerini ve derecelerini gösteren diyagrama aktarılır.
- Bacanın kazan veya sobaya bitişik kısmı demonte edilir. Bu noktadan itibaren şekillendirilmiş elemanın montajı başlayacaktır.
- Duman şaftının tabanı döküntülerden arındırılır ve gerekirse düzlenir.
Hazırlık önlemleri alındıktan sonra, astar için gerekli olan astarlar satın alınır.

Yuvarlak, dikdörtgen veya oval kesitli paslanmaz çelik bir ek parçanın montajı
Küçük bir madenin paslanmaz çelik manşonu aşağıdaki prensibe göre gerçekleştirilir:
- Manşonun tüm elemanları tek bir yapıya monte edilmiştir. Derzler ısıya dayanıklı bir dolgu macunu ile işlenir ve yukarıdan alüminyum bir taban üzerine yapışkan bantla sarılır.
- Kelepçe ile borunun altına iki kayış, kablo veya güçlü halat sabitlenir.
- Manşon, altta durana kadar şaft boyunca dikkatlice indirilir. Baca uzunluğu az ise, hafif paslanmaz çelik bir boru kablo kullanılmadan elle daldırılır.
- Aşağıdan gelen ek, kazanın veya fırının girişine bağlanır ve bir yoğuşma toplayıcı monte edilir. Sokaktan manşon bacanın tuğlalarının üzerinden çıkarılır ve yukarıdan koruyucu bir başlık takılır.

Dönüşlü uzun bir bacanın paslanmaz çelik manşonu farklı şekilde gerçekleştirilir:
- Baca kanalı, kazan girişinde ve şekillendirilmiş klemenslerin takılacağı tüm alanlarda demonte edilir.
- İlk olarak, manşonun alt kısmı borunun düz kısımlarından birinci şekilli konektöre monte edilir. Astar, kazanın veya fırının girişine bağlanan şaftın altına indirilir ve alttan bir yoğuşma toplayıcı monte edilir.
- Çelik manşonun ikinci serbest ucuna şekilli bir konektör takılmıştır. Madenin bir sonraki dönüşüne kadar ona paslanmaz çelikten düz bir bölüm bağlanır. Prosedür, kovan şafttan çıkarılana kadar tekrarlanır.
Boru birleştirme bölümü de benzer şekilde ısıya dayanıklı bir dolgu macunu ile güçlendirilmiş ve alüminyum bant ile sarılmıştır. Üstüne bir kafa takılı.

Paslanmaz çelik oluklu hortumların montajı
Oluklu paslanmaz çelikten düz ve baca dönüşlü kasa benzer şekilde yapılır. Fark, madenden alt ve üst çıkışın düzenlenmesidir. Esnek hortumu duman kanalının içine taktıktan sonra, aşağıdan paslanmaz bir borudan sert bir geçiş bağlanır. Bu bölüm manşonu kazanın veya fırının girişine bağlar. Aşağıda bir yoğuşma toplayıcı monte edilmiştir.
Duman kanalının üst çıkışında ondülasyon, duvarın yaklaşık 30 cm üzerine çıkarılır Başlığın bağlanmasının güvenilirliği için, paslanmaz bir borunun sert bir bölümü oluşturularak çıkış yapılabilir. Manşonun sonunda bacanın tuğlaları restore edilir.

Seramik ek parçanın montajı
Seramik astarlı kasa daha zordur. İşlem aşağıdaki adımlardan oluşur:
- Silindir mekanizması, yoğuşma toplayıcısının deliklerine sabitlenmiştir. Manşondaki eleman destekleyici bir yapıdır ve birincisi bacaya 30 cm derinliğe kadar iner Seramikler ağırdır. Güvenli bir iniş için vinç kullanmak en uygunudur.
- Yoğuşma toplayıcısının üst ucu bir sızdırmazlık maddesi ile işlenir. Bir soket veya diken-oluklu kilit yardımı ile borunun düz bir kısmı sabitlenir.
- Kazanı evrensel bir bağlantı parçası kullanarak bağlamak için, düz bir seramik manşon üzerinde bir delik açılır. Astarın bir kısmı bir vinç ile şafta indirilir. Bir sonraki eleman, benzer şekilde ilk borunun ucuna sabitlenir.İniş sırasında, manşonun, armatür deliği ile kazan girişine göre diğer yönde dönmediğinden emin olun.
Yoğuşma toplayıcı şaftın dibine ulaştığında, kazan girişi ile yanaşma gerçekleştirilir. Yukarıdan, seramik boru tuğlaların üzerine çıkarılır. Çıkıntı, kapak plakasının yüksekliğine eşit yapılır.

Polimer kılıf montajı
Bacaları bir polimer manşon ile muhafaza etmek için özel ekipman gereklidir. Başlangıçta, astar sarmal bir hortuma benzer. Manşon binanın çatısına yükseltilir, kanaldan madenin dibine sokulur, bir kompresöre bağlanır ve hava verilir. Basınç altında, çorabın yumuşak duvarları genişleyecektir.
Manşon kanalın iç şeklini aldığında, basınçlı hava yerine buhar verilir. Polimer önce yumuşar, sonra sertleşir. Yoğuşma toplayıcı aşağıya monte edilmektedir. Madenden çıkışta fazladan bir manşon parçası kesilir ve üstüne bir kafa takılır.
Baş cihazı
Kafayı takmak için, baca yüzeyine sert bir manşon yerleştirilir ve etrafına bir kapak plakası monte edilir. Yoğuşma suyunun tuğla şafta girmesini önlemek için borunun yanına bir bilezik takılır. Manşonun evin çatısının üzerine çıkıntı yapan kısmı izolasyonla izole edilmiştir. Yükseklikte, boru sırt seviyesinin ötesine geçmelidir.
Sık yapılan hatalar
Herhangi bir tür astar kullanırken, bölümlerin daralmasına izin vermek, durdurma için şekilli bir dönüş kullanmak ve ayrıca astar ile şaftın duvarları arasındaki boşluklara gevşek yalıtım dökmek mümkün değildir.
U şeklinde bir su sızdırmazlığı düzenlemeden yoğuşma suyunun bir hortum aracılığıyla kanalizasyona boşaltılmasına izin verilmez.
Madenin kısmi bir manşonu ve dik köşelerin varlığı ile çalışmak faydasız olacaktır.
Yenilemenin faydaları
Baca ıslah sürecinin yadsınamaz avantajları vardır:
- bacanın pürüzsüz iç yüzeyi kurumayı zayıf bir şekilde tutar;
- Madenin ısıl iletkenliği, basınç farkının korunduğu için azalır;
- Herhangi bir malzemeden yapılmış astar duvarları yoğuşmayı emmez;
- Kanaldaki yoğuşma suyunu monte etmek ve boşaltmak için bir kompansatör eklenir.
Başarısız bir astarı değiştirmek, bir tuğla şaftın yeniden döşenmesinden her zaman daha kolaydır.









Bir tuğla bacanın kendinden muhafazası
Bir tuğla baca kaplama prosedürünü uygulamadan önce, bir dizi hazırlık çalışması yapmak gerekir. Borunun yüksekliğini ölçmeniz, iç borunun çapını ve çıkış borusunu seçmeniz gerekir. Bir tuğla bacanın kare bir kesiti için, dikdörtgen bir oval için yuvarlak borular seçilir.
Ayrıca işlemden önce bacayı iyice incelemek ve bütünlüğünden emin olmak, boruda çatlak, çatlak ve tıkanma olmadığından emin olmak gerekir. Bundan sonra, gerekli tüm malzemeleri hazırlamanız gerekir: uygun bir boru, adaptörler, dallı bir tişört, sızdırmazlık maddesi ile temizlik, balzam yünü, koruyucu şemsiye vb.
Bir sonraki aşama, kurulumun kendisidir. Yardımcı yapıları kurmak için tuğlada delikler açmanız gerekir, böylece işinizi kolaylaştırırsınız. Böylece, yoğuşma suyu tahliyesi olan bir tişört takılmıştır. Bacayı kendi ellerinizle doldurmak çatıdan yapılır, bu nedenle güvenlik nedeniyle ve montaj işini yükseklikte gerçekleştirme gereksinimleri için sigorta kullanmak gerekir. Bir ipe bağlanan ilk elemanı kullanarak, bir sonrakine kenetlenerek yapıyı yavaşça indirin.
Boru bağlantıları, ısıya dayanıklı bir sızdırmazlık maddesi ile işlenmeli ve kilitlerle sabitlenmelidir, böylece onlara yüksek güvenilirlik sağlayacaktır. Daha sonra boru ile tuğla duvar arasındaki boşluğa refrakter yalıtım yapılması gerekir. Bundan sonra kafa takılır ve yağışa karşı koruma kurulur. Dübellemenin son aşaması, demonte edilmiş duvarın restorasyonu ve ısıtıcının bağlanmasıdır.
Bu nedenle mühürleme sorumlu bir prosedürdür.Bu nedenle, yeterli deneyime sahip değilseniz ve işi verimli bir şekilde yapabileceğinizden emin değilseniz, uzmanlarla iletişime geçin.
Tahmini iş maliyeti
Yenileme maliyeti, gelecekteki baca tapasının malzemelerine ve tasarımına bağlıdır. 1 m uzunluğunda bir ek parçanın takılması için yaklaşık 2,5 bin ruble ödemeniz gerekecek. Madenin uzunluğunu ölçtükten ve sonuçları seçilen astarın maliyeti ile çarptıktan sonra, yenileme maliyetini kabaca hesaplayabilirsiniz.
Sağlanan bilgilerin uygun kılıf yöntemini seçmenize ve tüm işi kendiniz yapmanıza yardımcı olacağını umuyoruz. Diğer yararlı makalelere abone olmanızı öneririz. Sosyal ağlarda bilgi paylaşın. Belki de bir kişi benzer şekilde benzer bir sorunu çözmenin yollarını arıyor.
(
1 tahminler, ortalama: 5,00 5 üzerinden)
Kılıf kurulumunun aşamaları
Aşağıda, manşonun farklı şekillerde nasıl doğru bir şekilde gerçekleştirileceğini ele alacağız (yukarıda tartışılan malzemelerin türüne göre). Lütfen dikkat: inşaat konusunda kapsamlı deneyime sahip değilseniz, bu tür işleri kendi başınıza yapmak oldukça zordur.
Ön çalışma
Astar ile devam etmeden önce, mevcut duman kanalının hazırlanması gerekir.
Aşamalı eylemler (talimat herhangi bir manşon yöntemiyle ilgilidir
):
- Bacanın içeriden durumu değerlendirilir. Bunu yapmak için, bir el feneri ile görsel olarak incelemeniz gerekir. Varsa kontaminasyon ve hasar düzeyine dikkat edilmelidir.
- İçeride herhangi bir engel olup olmadığı kontrol edilir: çıkıntılı tuğlalar, harç akıntıları, çıkıntılı takviye parçaları veya kir - kuş yuvaları ve diğer döküntüler. Sorunlar bulunursa, düzeltilmeleri gerekir.
- Her ihtimale karşı, kanalın uzunluğunu ve kesitini iki kez kontrol edebilirsiniz.
- Kanal mekanik olarak (fırça ile) temizlenir. İsteğe bağlı ancak önerilen öğe.
- Duman bacasının bir kısmı alttan demonte edilir (kazan / şömineye bitişik alan ve armatürlerin montajının gerekli olacağı alanlar).
- Madenin tabanı düzlendi.
Daha sonra, manşonun özelliklerini her şekilde ele alacağız.
Seramik borulu manşon (video)
Paslanmaz
Baca küçükse ve dönüş yoksa, iş şöyle görünür:
- Ana milin sadece alt kısmı demonte edilir.
- Manşon, bileşen parçalardan monte edilir. Elemanlar alüminyum bant ile birbirine tutturulmuştur. Gaz ve sıvı yakıt kazanları için ek olarak yüksek sıcaklıkta bir sızdırmazlık maddesi kullanılır (300 ° 'ye kadar sıcaklıklar için tasarlanmıştır), katı yakıtlı kazanlar için ısıya dayanıklı bir sızdırmazlık maddesi kullanılır (1200 °' ye kadar olan sıcaklıklar için).
- Kılıfın altına bir lastik kayış veya kıvrımlı kelepçe takılır.
- Kemer veya kelepçeye bağlanan 2 kablo.
- Kablolarda manşon, madenin dibine kadar iner.
- Manşonun tam uzunluğu küçükse ve elemanlar birbirine güvenli ve sağlam bir şekilde bağlanmışsa, bacaya indirilebilir ve yukarıdan ellerinizle tutulur (daha sonra bu öğe 3-5 öğelerinin yerini alacaktır).
- Altta yoğuşma suyu tahliyeli bir zemin elemanı monte edilmiştir.
- Boru duvarın üzerine çıkarılır ve kafa monte edilir.
Baca uzunsa ve / veya kıvrımları ve bağlantıları varsa:
- Şekilli elemanların montaj yerlerinde ana mil aşağıdan demonte edilir.
- Manşonun alt parçası birkaç elemandan birleştirilir ve şaftın içine daldırılır (yukarıdaki listede açıklandığı gibi 2 kablo üzerinde bir lastik kayış / kelepçe ile). Alt kısımda yoğuşma suyu tahliyeli bir zemin elemanı monte edilmiştir. Alt bölüm, yukarıdaki sökülmüş delikten indirilmelidir (bacanın en üstünden değil).
- Şekilli eleman kurulur.
- Manşonun bir sonraki (üst) bölümü birkaç elemandan monte edilmiştir ve yukarıda bulunan delikten (demonte edilmiş şaft) aşağıya iner.
- Segmentler birbirine yapıştırılır (alüminyum bant ve sızdırmazlık maddesi).
- Sırayla aynı şekilde, manşon aşağıdan yukarıya çeşitli bölümlerden monte edilir.
- Boru, duvarın üzerine çıkarılır.
- Kafa monte edilmiştir.
Oluklu hortum kullanılıyorsa:
- Manşon, gerekli uzunlukta bölümler halinde (bağlantı parçaları kullanmanız gerekiyorsa) veya bacanın tüm uzunluğu boyunca 1 parça halinde kesilir.
- Milin alt kısmı demonte ediliyor.
- Bağlantı parçaları kullanılıyorsa, duvar, montaj yerlerinde demonte edilir.
- Manşon yukarıdan aşağıya, madenin altına iner.
- Altta, yoğuşma suyu tahliyesi olan sert bir paslanmaz çelik boru bölümü eklenir.
- Oluk, şaftın ağzının üzerinden 20-30 cm kadar dışarı çıkarılır.İdeal olarak, üst bölüm (dışa doğru) normal (oluklu olmayan) paslanmaz yuvarlak bir borudan olmalıdır - bunun için, şaftın üst ucuna takılır bir adaptör üzerinde oluklu.
Yapılan işten sonra sökülen duvar tekrar monte edilir ve kafa monte edilir.
Manşon yuvarlak bir paslanmaz borudan nasıl yapılır? (video)
Polimer
Kurulum adımları aşağıdaki gibidir:
- Milin alt kısmı ve bağlantı elemanlarının (varsa) dayanacağı yerler demonte edilir.
- Sarılmış manşon tavanın üstüne yükselir.
- Manşonun üst kısmına, montaj sırasında havanın tahliye edileceği bir basınç göstergesi ve bir valf içeren özel bir segment eklenir.
- Manşon bacaya dalar ve dibe iner.
- Kovana bir hava kompresörü bağlanır ve hava verilir. Polimer stoklama basıncı altında istenilen şekli alarak düzleşir.
- Stoklama düzeltildikten sonra hava yerine buhar verilir, belli bir basınç ve sıcaklıkta içeride kalır (üretici tarafından belirlenir, bacanın uzunluğuna ve ne tür bir ürün kullanıldığına bağlıdır). Buhar, çorapları sertleştirir.
- Kompresör ve üst montaj elemanı (manometre ve valf ile) kapatılır.
- Aşağıya bir yoğuşma suyu tahliyesi monte edilmiştir.
- Üst uç şaft seviyesine kadar kesilir ve uç üste monte edilir.
Furanflex polimer çorap ile astar nasıl yapılır? (video)
Baca gömlekleri türleri
Çoğu durumda yuvarlak borular kullanılır. Boyut, malzeme türü bakımından farklılık gösterirler. Gelecekteki baca tapası için olası tasarım seçenekleri:
- polimer astarlar;
- Çelik ürünler;
- oluklu borular;
- asbestli çimento;
- seramik.
Çeşitlerden ilki plastiklikle karakterize edilir, bu özellik ısıtıldığında kendini daha güçlü gösterir. Baca iletişimi olarak, bu tür borular sadece bir cam elyaf tabakası şeklinde takviye ile kullanılır. Plastisite nedeniyle tuğla yapının iç yüzeyindeki tüm küçük düzensizlikler doldurulur. Polimer astarların kalınlığı 2 mm'dir.
Dezavantajları arasında sıcaklık kısıtlamaları bulunur. Bu nedenle, polimer malzemeden yapılmış manşonların, sıcaklığı + 250 ° C'yi aşan gaz halindeki maddelerle etkilenmesi önerilmez. Bu nedenle, bunların bir ısıtma sisteminin gaz veya sıvı yakıtla çalıştığı nesneler üzerine kurulması tercih edilir.
Çoğu durumda çelik ürünler kullanılır. Popülerlikleri, kurulum kolaylığı ve makul maliyetten kaynaklanmaktadır. Bu tür manşonları takmak için bacayı sökmenize gerek yoktur. Çelik ürünlerin avantajı, mukavemet, olumsuz dış etkenlere karşı direnç ve yüksek sıcaklıktır. Ayrıca kurulum için herhangi bir deneyim gerekli değildir, iş bağımsız olarak yapılabilir.
Her türlü yakıtın yanma ürünlerini gideren bacalara çelik ürünler monte edilebilir. Genellikle, bu grubun manşonları bir duman egzoz sisteminin yeniden inşası için kullanılır. Şöminelere, sobalara monte edilirler. Bu yöntemin dezavantajı, baca bölümlerinin standart olmayan bir konfigürasyonla tıkanmasının karmaşıklığıdır. Çelik borular esnek değildir, bu nedenle böyle bir ihtiyaç ortaya çıkarsa, gerekli sayıda dirsek ile gerekli uzunlukta bir baca bölümü oluştururlar.
Oluklu borular paslanmaz çelikten imal edilmiştir. Kurulumu kolaydır ve karmaşık konfigürasyon alanlarında kullanılabilirler.Bununla birlikte, oluklu iletişimler yüksek sıcaklıklara dayanmaz. Bu, duvarlarının çok ince olmasından kaynaklanmaktadır. Aşırı sıcaklıkların etkisi altında yanabilirler. Örneğin, bu tür borular banyoya yerleştirilmez.
Asbestli çimento iletişimi, kurulum sırasında oldukça kırılgandır. Ancak makul bir fiyata sunulurlar. Bu tür ürünler, sıcaklığın + 300 ° C'ye ulaştığı nesnelerde kullanılamaz. İç duvarların pürüzlülüğünden dolayı, asbestli çimento kanallarının sıklıkla temizlenmesi gerekecektir.
Seramik borular uzun süreli çalışma, güvenilirlik ile ayırt edilir. Kurumun duvarlarda oyalanmasına izin vermeyen pürüzsüz iç yüzeyler ile karakterizedirler. Bu tip borular yüksek bir fiyata sunulur ve yüksek ağırlık ile karakterize edilir. Bazen, bu tür manşonların takılmasına izin verecek yapının kısmen sökülmesi gerekir.
Polimer kılıf
Polimer borulu baca kovanı nispeten yeni bir teknolojidir, sadece birkaç yıl önce ortaya çıktı. Birçoğu hala bu yönteme karşı ihtiyatlı davranıyor, operasyonla ve genel olarak polimer kullanımıyla ilgili sorunlardan korkuyor. Ancak, şaşırtıcı bir şekilde, malzeme sıcaklık değişikliklerine oldukça dayanıklıdır.
Polimer kılıf
Döşemeden önceki ön çalışma, önceki "manşon" tiplerinden farklı değildir, bacayı incelemeniz ve tüm eksiklikleri gidermeniz gerekir. Ayrıca, polimer kılıflı kurulum işlemi birkaç ana aşamayı içerir:
- Kanalın içine uygun uzunluk ve büyüklükte bir “kılıf” yerleştirilir.
- İkinci aşama, basınçlı havanın iç kısma enjeksiyonunu içerir.
- Üçüncü aşama ikinciye benzer, ancak hava yerine kovan buharla doldurulur.
Böylece, ilk durumda, manşon düzleştirilir ve buhar yardımı ile dikişler ve çatlaklar kapatılır, yani duvarlar ideal olarak eşit ve sıkıdır. Böyle bir bacayı kendi başınıza kurmanın imkansız olduğunu düşünün, özel ekipman kullanmanız gerekiyor. Bu yüzden, bu yöntemi seçmek, daha pahalı olduğunu ve sadece özel beceriler değil, aynı zamanda ekipman gerektirdiğini unutmayın. Ancak, sonuçta tüm maliyetler - "mücadele etmek".











