



Polipropilen boruları lehimlemek için aparat - seçim ve kullanım teknolojisi
Polipropilen borular için lehimleme makinesi
Çoğu zaman, evde onarım yaparken, su besleme borularını değiştirmek gerekli hale gelir. Eski evlerin büyük çoğunluğunda su dağıtımı metal boru hatları kullanılarak yapıldı. Bununla birlikte, modern endüstri, güvenilirlik, dayanıklılık ve kurulum kolaylığı açısından kendilerini zaten kanıtlamış çok çeşitli plastik borular üretmektedir. Plastik bir boru hattını bağlamanın en iyi yolu onu kaynaklamaktır. Güvenilir ve sızdırmaz bir sistem oluşturmak için polipropilen boruları lehimlemek için bir aparat kullanmak gerekir.
Video - Bir kaynak makinesi kullanarak polipropilen boruları lehimlemek için talimatlar
Lehimleme demirlerinin özellikleri ve ekipmanları
Propilen borular için havya, tasarım ve çalışma prensibi bakımından sıradan bir demire benzer, sadece şekil ve amaç bakımından farklılık gösterir.
Ana parçalar bir termostat ve güçlü bir ısıtma elemanının yanı sıra farklı boru çapları için ergonomik bir tutacak, sehpa ve değiştirilebilir nozüllerdir.
Pmoregülatör, aşırı ısınmış veya aşırı soğutulmuş polipropilen lehimleme işlemi sırasında yüksek kaliteli bir bağlantı sağlamayacağından belirli bir sıcaklığın korunmasını sağlar. Termostatın diğer bir amacı, ısıtma elemanını aşırı ısınmadan korumaktır. Tasarımına göre, ısıtma elemanı iki tipte olabilir - yuvarlak (üzerine nozullar dizilir) ve nozulları takmak için delikli bir demir taban şeklinde düz. İkinci seçenek daha popüler.
Farklı boru çapları için nozullar kite dahildir ve sayıları farklı setler için farklı olabilir, burada seçim yapmak size kalmıştır. Gerekirse ayrıca satın alınabilir. Ataşmanlar, PP'nin yapışmasını önleyen özel bir kaplamaya sahiptir. Bazı kitler ayrıca propilen boruları kesmek için özel makaslar içerir. Bu, kurulum için gerekli bir araçtır, bu nedenle kitiniz bunları içermiyorsa, kesinlikle satın almalısınız. Kural olarak, tüm parçalarını taşımak ve saklamak için uygun bir metal kutu içinde bir havya satılmaktadır.
Bu alet, 220 voltluk bir şebeke beslemesiyle çalışmak üzere tasarlanmıştır. Isıtma hızı, havya gücüne bağlıdır. 16 ila 63 mm çapında borularla çalışmak için 850 watt gücünde bir havyaya sahip olmak yeterlidir ve 125 mm'ye kadar çaplarla çalışacaksanız, o zaman bir alete ihtiyacınız olacaktır. 1500 watt'a kadar güç. Lehimleme propilen boruları için optimum sıcaklık, termostat düğmesi ile + 260 ° C'ye ayarlanır. Bu değere ulaşıldığında, termostat daha fazla ısıtmayı durduracak ve bu durum üzerindeki bir ışık ile belirtilecektir.
1pokanalizacii.ru
Lehimleme aletleri
Su tedarik sisteminin ayrı parçalarını birbirine bağlamak için, sıcaklığa maruz kalma teknolojilerinin kullanılması gerekir. Plastik boruların lehimlenmesi veya kaynaklanması, plastik moleküllerin difüzyonuna izin vererek güçlü ve sıkı bir bağlantı sağlar.

Fotoğraf - plastik iletişimi lehimlemek için aparat
Bu işler özel cihazlar kullanılarak gerçekleştirilir - plastik borular için bir kaynak invertörü veya bir tabanca:
- Kaynakçı daha profesyonel bir aparat olarak kabul edilir ve çoğunlukla deneyimli tesisatçılar tarafından kullanılır. Fiyatı, standart bir ev tipi tabancadan daha büyük bir mertebedir;
- Tabanca, plastik veya metal-plastik iletişimin münferit parçalarını işaret ederek etkileyebilen bir tür havya türüdür.
Kaynak makineleri güce göre sınıflandırılabilir. Şimdi en popüler olanları 1500-1600 watt için evrensel modellerdir. Ev kullanımı için uygundurlar, ek olarak, kit ayrıca çeşitli boru hatları ile çalışmak için bir dizi nozul içerir.
Fotoğraf - havya tasarımı
Özel cihazlara ek olarak ek aletlere de ihtiyaç duyulacağı unutulmamalıdır. Özellikle, sıhhi tesisat parçalarını kesmek için makaslar. İletişim yüzeyinde en düzgün ve pürüzsüz kesimi sağlamanıza izin veren bir silindir boru kesicinin yanı sıra.
Ayrıca, metal plastik veya folyo takviyeli borularla çalışırken, bir temizleme aletine - bir öğütücüye ihtiyacınız olacak. İstenilen alanı kestikten sonra genellikle küçük düzensizlikler bırakan kesim kenarını eşitler. Bu işlemi görmezden gelirseniz, bağlantı yeterince güçlü ve sıkı olmayabilir, bu da tüm kanalizasyon sisteminin çalışmasını etkileyecektir.
Büyük çaplı plastikten yapılmış boruları - 110 mm'den lehimlemeniz gerekiyorsa, o zaman bir elektrik bağlantısı kullanılır. Ek yerine itilir ve eklemi ısıtır. Bu süreçte, kaynak sırasında işlemi kontrol etmek neredeyse imkansız olduğundan, iletişimin ayrı bölümlerinin merkezlenmesi ana rolü oynar. Böyle bir cihazla çalışmak için, en yoğun dikişi elde etmek için kesim yüzeyini düzeltmenize izin veren özel bir merkezleme makinesi kullanılır. Kaplinlerin gücü, kaynak makinelerinin ve lehim tabancalarının gücünden biraz farklıdır, çoğu durumda biraz daha yüksek değerler gereklidir - 1500 watt'ın üzerinde.
Soğuk lehimleme de sıklıkla evde kullanılır. Teknoloji, ısıtma elemanları kullanılmadan plastik moleküllerin difüzyonunu sağlayan agresif bir yapıştırıcının kullanılmasını içerir. Bu yöntemin temel avantajı basitliğidir. Bu tür kaynaklar, deneyim olmadan bile kolayca yapılabilir, ayrıca ek cihazların satın alınması gerekli değildir. Ancak aynı zamanda, böyle bir lehimleme kısa ömürlü olarak kabul edilir, yani boruları kalıcı olarak bağlamak için bir seçenekten daha acil önlemlerdir.
Fotoğraf - plastik iletişimin soğuk lehimlenmesine bir örnek
Neredeyse tüm sıhhi tesisat mağazalarında plastik boruları lehimlemek için bir alet satın alabilirsiniz, ortalama olarak 800 ruble ile on binlerce arasında maliyeti vardır. Örneğin, Sivastopol'da WESTER DWM 1000B'nin maliyeti 1800 ruble ile 2000 arasında değişmektedir. Fiyat, cihazın, markanın ve amacının beyan edilen gücüne bağlıdır.
Video: plastik borular nasıl düzgün bir şekilde lehimlenir
Yeni başlayanlar için polipropilen boruların DIY kaynağı - pratik talimatlar
Polipropilen boruların kaynaklanması ve döşenmesi bilgisi, eski boru hattının değiştirilmesi ve yenisinin döşenmesi için kullanışlı olacaktır. Gerekli tüm aletler ve aksesuarlar mevcutsa, tüm işler çok basit ve kaliteli olacaktır. Bir saat ve kullanıma uygun hazır bir boru sistemine sahip olacaksınız.
Bu yönteme soket (soket) kaynağı denir. Borular, örneğin metal borular gibi birleşme yerine sabitlenmez, ancak özel cihazlar - bağlantı parçaları yardımıyla. Onlarla iki yüz altmış santigrat derecede yapışma meydana gelir.
İstenirse, mağaza dişli bağlantılar için bağlantı parçaları seçebilir.
Doğru aracı seçmek
Aşağıdaki araçların kullanılması tavsiye edilir:
- kaynak için özel cihaz. Daha sonra size nasıl kendiniz yapacağınızı anlatacağız;
- cihaz için çeşitli ataşmanlar. Yirmi milimetre - en popüler nozullar;
- beveller. Konturun kötü kalitede olması durumunda kullanılması önerilir;
- tıraş makinesi. Konturu temizlemede yardımcı olun;
- özel makas
Kendi ellerimizle bir kaynak cihazı yapıyoruz
İyi lehim havyaları bin ila birkaç bin rubleye mal olur, ancak epeyce iş yapmanız gerekiyorsa ve para biriktirmek için bir fikriniz varsa, kendi ellerinizle doğaçlama yapabilir ve bir havya yaratabilirsiniz.
İhtiyacımız olan:
- Basit, eski bir demir.
- İstenen ek boyutu.
- Termal macun.
- Sıcaklık sensörü.
- Meme ütüye vidalanır, uçlara termal macun uygulanmalıdır.
- Düşünün ve düşünün: nasıl ve hangi yönden çalışmak daha iyi olacaktır. Çalışmaya başlamadan önce eki takın. Yüksek sıcaklıklarda bu işlem evde zor veya imkansız olacaktır.
- Duvara karşı çalışmak zorsa, ütünün keskin ucunun bir kısmını kesebilirsiniz.
- Çalışmaya başlamadan önce ütüyü birkaç dakika ısıtmanız gerekir.
- Doğru sıcaklığı izleyin. İki yüz altmış - iki yüz yetmiş santigrat derece olmalıdır. Ölçüm cihazı size bu konuda yardımcı olacaktır.
Nasıl çalışmalısın
- Her şeyden önce, bir çalışma planı (tercihen kağıt üzerinde) hazırlamanız, boru döşemek için yerler seçmeniz gerekir. Bu aktivite, hareket halindeyken gereksiz adımları ve zahmetli kaynakları azaltacaktır. İş yerinde tüpleri monte etmenin ve birkaç basit hareketle sisteme monte etmenin çok daha iyi ve daha kolay olduğunu kabul etmelisiniz.
- Polipropilen boruları bağlamak için birleştirilecek parçaların kenarlarının ısıtılması gerekir. Elemanlar nozul üzerine yerleştirilir, onları birkaç saniye nozul üzerinde tutmalısınız. Borular dışarıdan ısıtılır, elemanın iç kısmı manşon içinde ısıtılır.
- Elemanları ısıttıktan sonra mümkün olan en kısa sürede doğru yapıya monte etmeye çalışın. Ayarlama gerekiyorsa, güvenebileceğiniz tek şey birkaç saniyedir. Çoğu zaman, iş gözle yapılır. Elemanların bükülmesi tavsiye edilmez.
- Polipropileni lehim havyasında çok uzun süre tutmayınız. Yüksek kaliteli bir bağlantı, yalnızca doğru sıcaklığa ısıtılarak elde edilir. Polipropilen aşırı ısınmadan sızabilir, sızdırmazlık bozulur.
PP boruları lehimlemeden önce kaplindeki musluğu açtığınızdan emin olun!
- Her şeyi doğru yaptıysanız, az miktarda plastik çıkacak ve manşonun üzerinde yüzecektir. Giyinirken zorluklar ortaya çıkarsa, plastik kıvrımlar, pahı çıkarmanız gerekir.
Alman düzenlemeleri DVS-2207-1, on beş derecelik bir boru açısı ve iki ila üç milimetrelik bir girinti sağlar. Rusya Federasyonu'nda standartlara göre - kırk beş derecelik bir açı ve kalınlığın üçte biri kadar derinleşme. Buna göre, pah çift ise, belirtilen sınırlar içinde olabilir.
- Uygun güvenlik için kaynak cihazı özel bir stand üzerine yerleştirilmelidir. Doğru sıcaklığı iki yüz altmış santigrat dereceye ayarlamayı unutmayın (işlemi hızlandırmak için iki yüz seksen dereceye ayarlayabilirsiniz). Daha düşük ve daha yüksek sıcaklıklar, düşük kaliteli bağlantılara neden olur. Lehimleme makinesi alırken termostatlı bir model seçin.
- Oldukça etkileyici yarıçapı nedeniyle borular ve diğer elemanlar nozul üzerine çok az çaba ile yerleştirilir. Ataşmanı takmayı kolaylaştırmak için onları biraz bükebilirsiniz. Aynı zamanda, uçları eritmemek için nozüle sonuna kadar boru koymamalısınız. Doğru derinliği bilmek için bir işaretçi kullanın.
- Tüm ana unsurları monte ettikten sonra ağırlıkla pişirmek mümkündür.
Basit polipropilen borular basınç altında çalışamaz, soğuk su temin sistemlerinde kullanılmalıdır. Ve basınç altında güçlendirilmiş polipropilen borular. Kaynak yapmadan önce, takviyenin küçük parçalarını bir tıraş makinesi ile çıkarmanız gerekecektir.
Plastik boruları ısıtma kazanına çok yakın yerleştirmeyin. Bunun için yarım metreden uzun metal bir boru kullanılır.
Konuyla ilgili sonuç
Bu nedenle, ortaya çıktığı gibi, acemi inşaatçıların polipropilen boruları lehimlemesi o kadar zor değil.En önemli şey biraz pratik yapmak.
Küçük boru bölümlerinde deneyin, hareket halindeyken tüm incelikleri çabucak anlayacaksınız. Sana iyi şanslar!
mirotoplenie.ru
Lehimleme talimatları
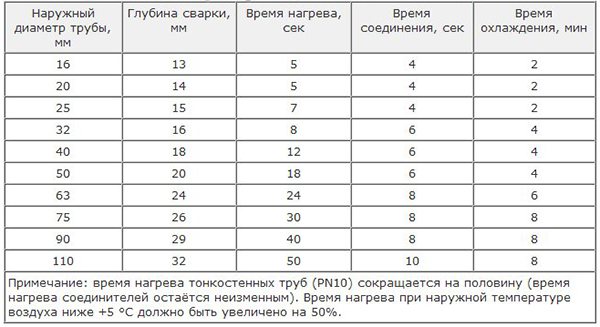
Plastik boru hatlarının kendi kendine kaynağı, bir kanalizasyon projesi kullanılarak ve GOST'lere uygun olarak gerçekleştirilir. Her malzeme için belirli bir sıcaklığa göre lehimleme yapılır, aşağıdaki tablo doğru değerleri seçmenize yardımcı olacaktır:
| Çap, mm | Isıtma, saniye | Kaynak, saniye | Soğutma, saniye |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Isıtma sistemlerinin plastik borularının nasıl lehimleneceğine veya bir sıhhi tesisatın nasıl bağlanacağına dair adım adım talimatlar:
- Kaynak cihazına, örneğin 25 mm'lik borular için bağlantı parçaları gibi özel nozullar takmanız gerekir. Tablodan yararlanılarak ısınma süreleri belirlenir, standartlara göre sıcaklık 260 derece civarındadır. Bu, geleneksel plastik ve güçlendirilmiş boruları lehimlemek için en uygun parametredir;
- Bundan sonra diğer sıhhi tesisat aletleri hazırlanır. Kesmeden önce kesicinin keskinleştirildiğinden emin olun. Küçük çaplar için, kesim dik açıda değil, 45 derecede önerilir; Fotoğraf - lehimleme kiti
- Şimdi borudaki bağlantı parçasının boyutunu ölçmeniz ve 1 mm'lik bir boşluğu hesaba katmanız gerekir. Katılırken mevcut olması gerekir. İletişimde işaretleyin. Bu çok önemlidir, çünkü bağlantı parçası tamamen itilemez, ısıtıldıktan sonra plastik hafifçe genişleyecektir;
- Önceden ısıtılmış bir nozüle bir bağlantı parçası yerleştirilmeli, ardından bağlantı parçasının başka bir deliğine bir boru sokulmalıdır. Ayrıca, tabanca ısınır ve nozül tüm uzunluk boyunca yeniden ısınır; Fotoğraf - ısıtma elemanları
- Isıtılmış parçaları dikkatlice çıkarmak ve bağlamak için kalır. Sonuç, bir bağlantı parçasına sahip güçlü ve sızdırmaz bir montaj olacaktır;
- Boru lehimlemenin bir sonraki aşaması, lehim havyasının yeniden ısıtılmasını içerir, ancak yalnızca şimdi nozüle bir bağlantı parçası olan bir parça yerleştirilir ve iletişimin serbest kısmı başka bir deliğe sokulur;
- Isıtmadan sonra işlem tekrarlanır: parçalar nozülden çıkarılır ve bağlanır.
İş bittiğinde, bağlantıyı soğutmak için belirtilen süre kadar beklemeniz gerekir, bazı ustalar da işlemi hızlandırmak için saç kurutma makinesi kullanır.
Fotoğraf - plastik saç kurutma makinesi
Bazen bir ısıtma demiri kullanılamaz ve elektrik bağlantıları gerekir. Çalışma prensipleri, yukarıda tarif edilene çok benzer, temel fark, bu tür boru lehimleme için, tüm aparatın tek tek ağızlıkların değil, tamamen ısıtılmasıdır.
Kaynak işlemine başlamadan önce, bölümleri yağdan arındırmak ve ayrıca toz ve kirden temizlemek zorunludur. Bunu yapmak için, bağlantı parçasını ve manşonu içten alkolle ve dıştan boruyla silin. Lehimleme, daha önce belirtildiği gibi yapılır.
Tesisatçının tavsiyeleri:
- Boruyu armatüre bağlarken çok fazla baskı uygulamayın. Lehimlemeden sonra plastik daha esnek hale gelir, çünkü aşırı basınçla borunun içinde kırışıklıklar görünebilir;
- Bağlantı parçasının boru üzerinde serbestçe hareket etmesine izin vermeyin;
- Isıtma süresine ve sıcaklığına çok dikkat edin. Bu göstergeleri aşarsanız veya tersine azaltırsanız, montaj kırılgan hale gelecektir;
- Evde su veya kanalizasyon borularıyla çalışırken, bağlantı noktasında 1 mm'den fazla olmayan bir boşluk bırakın, aksi takdirde bu alanda sızıntılar olacaktır.
www.kanalizaciya-stroy.ru
Kaynak özellikleri
İki borunun bağlantısı, bir bağlantı elemanı bağlantısı vasıtasıyla gerçekleşir:
- kaynaklanacak yüzeyler ısınıyor.
Aynı zamanda tamamen erimemeli ve şeklini kaybetmemelidir. Daha sonra iyi ısıtılan ürünler birbirine bastırılır.
Debriyajın içi ısınırken iç boşluk, boru içinde - dış. Bu işlem, özel bir havya kullanılarak gerçekleşir.
Isıtma kısa ömürlüdür + 260 santigrat dereceden fazla olmayan bir sıcaklığa.Çiftleşme yüzeyleri yalnızca hafifçe erimelidir.
Bilmeye değer! İzin verilen maksimum sıcaklık aşılırsa, polipropilen kalitesini kaybeder. Normdan olası sapma - +10 dereceden fazla değil.
Polipropilen kaynağı için aletin cihazı ve çalışma prensibi
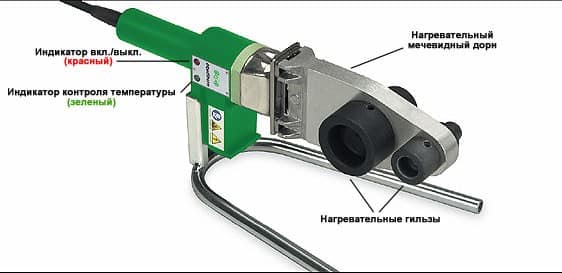
Bugün, birçok yerli ve yabancı şirket, işte olabildiğince rahat ve verimli hale getirmeye çalışan plastik boruları bağlamak için ekipman üretimi yapmaktadır. Bunun için lehim havyaları ek fonksiyonlarla donatılmıştır, görünümleri, kulpların yerleri ve nozulların bağlanma yöntemleri değişir. Bununla birlikte, ana öğeler ve düğümler aynı kalır (Şekil 1):
- termostat;
- ısıtma elemanı (ısıtma elemanı);
- saplı gövde;
- nozullar.
Çalışma prensibine göre, polipropilen boruların kaynağı için aparat sıradan bir demire benzer. İlk olarak, ısıtma elemanı sobayı ısıtır. Isısını plastiği belirli bir sıcaklığa kadar ısıtan nozullara vererek gerekli viskoziteyi sağlar. Tüm süreç, ısıtma sıcaklığının belirtilen sınırlar içinde tutulduğu bir termostat tarafından izlenir.
Polipropilen bağlantının güvenilirliği doğrudan termostatın kararlılığına bağlıdır. Genellikle ucuz lehim havyaları düşük kaliteli termostatlarla donatılmıştır. Bu, kaynak işlemi sırasında plastiğin aşırı ısınmasına veya az ısınmasına neden olur. Sonuç olarak, kötü bir bağlantı elde edersiniz. Bu nedenle, bir havya satın almaktan tasarruf etmemelisiniz. Polipropilen lehimlemek için bir alet seçerken, düzgün sıcaklık kontrolü ve doğru kalibrasyonu olan ekipmanı tercih etmek gerekir.
Kısa giriş
Bu tür borular her zamanki gibi soket veya soket kaynağı adı verilen bir yöntemle bağlanır, çünkü iş bağlantı parçaları veya kaplinler aracılığıyla gerçekleştirilir.
Bu, sayısız olumlu teknik özellikleriyle kolaylaştırılmıştır, yani:
- mukavemet (metal-plastik borular için sıkıştırma rakorları),
- güvenilirlik,
- uzun hizmet ömrü,
- düşük maliyetli.
Hem soğuk hem de sıcak su için açık ve kapalı bir yöntemle boru döşemek için kullanılırlar.
Bu amaçlar için özel bir aparat kullanılır. - "demir" veya "havya".
Biri bir bağlantı parçası için (bakır borular için kıvrılma hakkında burada yazılmıştır), diğeri bir boru için olmak üzere iki memeden oluşur.
Takviyeli ürünler 2 tiptedir:
- sıradan,
- takviyeli.
Takviyeli içi boş nesnelerin kaynaklanması gerekiyorsa, güçlendirilmiş katman önce onlardan özel bir aletle çıkarılır.
Kaynak yapmaya başlamadan öncehazırlık çalışmaları yapmaya değer. Onlar neler?
Hangi pisuvarı alacağınızı biliyor musunuz? Çocuklar için hijyen ekipmanının amacı faydalı bir makalede açıklanmaktadır.
Plastik drenaj sistemlerinin kurulumu bu sayfada anlatılmaktadır.
Çalışmaya başlamadan önce, gerekli aletlere sahip olduğunuzdan emin olmanız gerekir (HDPE elektro-kaynaklı kaplinlerin kaynağı için cihaz hakkında bu sayfada yazılmıştır).
Kaynak cihazı pahalıdır (birkaç bin ruble). Bulunduğunuz yerde ekipman kiralayabileceğiniz inşaat veya montaj organizasyonları bulunmalıdır.
Çok daha karlıcihazı satın almaktan daha fazla (ona yalnızca bir kez ihtiyacınız olabilir). Öyleyse neden fazladan para ödeyesiniz?
Bir cihazı satın alırken veya kiralarken, tüm ataşmanların stokta olup olmadığını dikkatlice kontrol edin. Aksi takdirde cihaz kullanılamaz hale gelebilir.
İpuçları genellikle Teflon'dan yapılır.... Çeşitli boyutlarda gelirler, böylece farklı boru boyutlarıyla çalışabilirsiniz.
Ütülemeye ek olarak şunlara ihtiyacınız olacak:
- Borular için kesici (makas)... Çoğu durumda, bu aksesuar havya ile birlikte verilir.
Ancak orada değilse, ayrı olarak satın almanız gerekecektir. - Folyoyu çıkarmak için güçlendirilmiş propilen borularla tıraş makinesine ihtiyacınız olacak.
Ayrıca, sıyırma bazen ele bakan bir aletle yapılır.Mekanik bir aletle çok dikkatli çalışmanız gerekir çünkü polipropilen kolayca zarar görebilir.
Matkap yerine matkap uçları takılır. Onların yardımıyla iç ve dış güçlendirilmiş katman kolayca çıkarılabilir.
- Yüzeyin yağdan arındırıldığı bir yol.
- Kural.
- Bıçak.
- Ölçüm bandı.
- Dosya.
- Bağlantı elemanları.
Bağlantı parçaları, polipropilen boruları kaynak yapmadan bağlamanıza izin veren geniş bir yelpazede üretilmektedir (burada yazılmıştır).
Yapının yapılandırmasına ve bağlantı sayısına göre onları seçmeniz gerekir.
Düz boru bölümleri kaplinlerle bağlanır; hattı döndürürken kareler kullanılır.
Metal bir boruya veya bir sıhhi tesisat ünitesine bağlamanız gerekiyorsa, polipropilen boruları metal olanlara bağlamak için dişli rakorlar veya özel bağlantı parçaları kullanın (bu makalede yazılmıştır).
Yağmur suyunu evin çatısından nasıl tahliye edeceğinizi biliyor musunuz? İşin tanımı ve fırtına kanalizasyonunun düzeni faydalı bir makalede açıklanmıştır.
Özel bir evde otonom bir kanalizasyon sisteminin maliyeti burada yazılır.
Sayfada: https://ru-canalizator.com/santehnika/s-oborudovanie/otoplenie-doma.html özel bir evi ısı pompası ile ısıtmak hakkında yazılmıştır.
Önemli tavsiye! Gelecekteki boru hattının bir diyagramını çizmenin rahatlığı için, bağlantı elemanlarının aralığı ve sayısı önceden düşünülmelidir.
İlk adım, boruların kalitesine dikkat etmektir.
En ufak bir kusur belirtisi olmaksızın aynı kalınlıkta duvarlara sahip olmalıdırlar. Ayrıca, bağlantı parçalarını çatlaklar ve diğer kusurlar açısından incelemeye değer.
Polipropilen boruların kaynağı için bir demir nasıl seçilir
Polipropilen lehimlemek için bir alet satın alırken, aşağıdaki özelliklere özel dikkat gösterilmelidir:
- güç;
- bir dizi nozul;
- tam takım;
- üretici firma.
Güç, lehim havyasının, bağlı elemanların maksimum çapının yanı sıra ısıtma süresinin ve buna bağlı olarak kaynak hızının bağlı olduğu ana teknik özelliğidir. Bununla birlikte, bir alet satın alırken, güç peşinde koşmanıza gerek olmadığı, çünkü artmasıyla birlikte ekipmanın fiyatının da arttığı unutulmamalıdır.
Polipropilen boruları güç açısından lehimlemek için bir cihaz seçerken, bağlı elemanların çapını 10 ile çarpmak gerekir.
Sonuç olarak, aletin minimum gücünün değerini alacaksınız. Örneğin, bir ısıtma sistemi tasarlarken, 40 mm kesitli boruları bağlamanız gerekiyorsa, bu durumda en az 0,4 kW kapasiteli bir havya satın almanız gerekir. Dairenizde veya özel evinizde onarım çalışması yapmak için 0,7 kW'lık bir demir gücü yeterli olacaktır. Profesyonel amaçlar için bir havya kullanmayı planlıyorsanız, boru çapı 100 mm'ye ulaşabildiğinde, 2 kW'a kadar güce sahip bir cihaz almanız önerilir.
Bir dizi ek. Polipropilen boruların lehimlenmesi için yüksek kaliteli nozullar aşağıdaki koşulları karşılamalıdır:
- iyi ısı dağılımına sahip;
- yüksek mekanik dayanıma sahip;
- sıcaklık düştüğünde boyutlarını koruyun.
Boru kaynağı için hemen hemen tüm modern ekipman, aynı anda farklı çaplarda birkaç nozul kullanma yeteneğine sahiptir. Bu, nozülün değiştirilmesi için soğumasını beklemenize gerek olmadığından, montaj işi süresini önemli ölçüde azaltmanıza olanak tanır.
Yapısal olarak, tüm nozullar 2 parçadan oluşur: polipropilenin dıştan (manşon) ve içten (mandrel) ısıtılması için (Şekil 2).Yukarıda sunulan tüm gereksinimleri karşılayan herhangi bir alaşım, bir üretim malzemesi olarak kullanılabilir. Mukavemetini ve dayanıklılığını arttırmak için ataşman imalatında çeşitli kaplamalar kullanılmaktadır. Çoğu zaman, aynı zamanda yapışmaz bir özelliğe sahip olan Teflon'dur, böylece ısıtılmış plastik eklere yapışmaz.
Polipropilen boruların kaynağı için bir set aşağıdaki tam sete sahip olabilir:
- Tamamlayınız. Profesyonel bir kaynakçı için mükemmeldir. Paket, bir kaynak makinesi, nozullar için bir anahtar, tam bir nozul seti ve montaj işini kolaylaştıran ek aletler (kesici, şerit metre, vb.) İçerir.
- Ortalama. Bir kaynak makinesi, bir anahtar ve sık kullanılan nozullar (20, 25, 32 ve 40 mm) içerir. Boru kaynağı için başka bağlantı parçalarına ihtiyacınız varsa, bunlar ayrı olarak satın alınabilir.
- En az miktar. Yalnızca kaynak için bir havya ve nozullar için bir anahtar dahildir. Böyle bir setin fiyatı nispeten düşüktür ve aynı çaptaki boruları lehimlemeniz gerekiyorsa mükemmeldir.
İmalat firması. Sıhhi tesisat ekipmanları pazarında, çeşitli üreticilerin polipropilen borularının lehimlenmesi için lehim havyaları bulunmaktadır. Bunlar arasında, yapı kalitesi ve kullanım kolaylığı açısından ilk sırada Çek ve Alman araçları bulunuyor. Oldukça pahalı olduğu unutulmamalıdır, bu nedenle sadece profesyonel işler için satın almanız önerilir.
Türk ve yerli lehim havyası modelleri, Alman ve Çek muadillerine göre daha ucuzdur, ancak teknik özellikleri biraz daha kötüdür. Özel kullanım için bu tür ekipmanlar en uygunudur. Çin yapımı lehim havyaları en uygun fiyatlı olanıdır, ancak düşük maliyet genellikle kısa bir hizmet ömrü anlamına gelir.
Tek bir onarım için bir havyaya ihtiyacınız varsa, Çin modelleri en iyi seçenektir.









Polipropilen boruları lehimlemek için bir set satın alırken nelere dikkat edilmeli
Polipropilen borular için bir veya daha fazla havya satın alınması üç göstergeye dayanmaktadır:
- kaynak cihazının maliyeti;
- lehim havyasının ısı çıkışı;
- ısıtma elemanının şekli (demir veya silindir).
Maliyete bağlı olarak, polipropilen borular için lehim havyası seçimi üç kategoride sunulmaktadır:
- bütçe segmentinin bir dizi lehimleme ütüsü - Çin ve yerli üretim;
- Türk setlerinin değeri biraz daha yüksektir;
- en pahalı havya setleri Avrupalı üreticilerdendir. Almanca ve Çekçe özellikle popülerdir.
Polipropilen borular için hangi lehimleme ütülerinin daha iyi olduğuna karar vermeden önce, kimin için satın alındığını anlamanız gerekir.
Evde bir polipropilen boru hattı kurmanız gerekiyorsa, ilk segmentin ekipmanına dikkat etmelisiniz. Bu tür kitlerin parçalarının güvenlik faktörü, ısıtma elemanı olarak bir silindir veya bir ütü kullanılıp kullanılmadığına bakılmaksızın, iki komple boru sisteminin kurulumuyla başa çıkacaktır. Cihazın kullanımı kolaydır ve daha sonra kısmi kurulum veya küçük onarımlar için kullanılabilir (örneğin, bir boru bölümünün kaynaklanması).
Tavsiye! Boru hattını lehimlemek sizin için bir gelir kaynağıysa ve tek seferlik bir ihtiyaç değilse, Avrupa yapımı bir demir satın almanız gerekir.
Polipropilen boruları lehimlemek için Çin ekipmanı ile Çek ekipmanı arasındaki temel fark, bileşenlerin güvenilirliğinde değil, sıcaklığı başlangıçta belirtilen seviyede tutabilmesidir. Bir süre sonra, Çin lehimleme ütülerinin hata derecesi, kaynak bitiminden hemen sonra görsel olarak kontrol edilemeyen dikişin bütünlüğünün ihlal edilmesi nedeniyle on dereceye ulaşır.

Bütçe aralığından bir model, bir ev ustası için oldukça yeterli olacaktır.
Kariyerinin başlangıcında, acemi bir usta, orta fiyat segmentindeki Türk üreticilerinin polipropilen borularını lehimlemek için bir cihaz kullanabilecek. Birkaç aylık aktif kullanımdan sonra bile, hata genliği yalnızca birkaç derecedir. Maliyet fiyatı ve son kaynak kalitesi açısından rotasyonel bir işçinin iki veya üç Türk lehim havyasını Almanya'da yapılan bir cihazdan alıp kullanması çok daha karlı.
Propilen boru hatlarının montajı ve onarımı ile sürekli uğraşan şirketin çalışanları, boru kaynağı için pahalı, yüksek kaliteli bir havya satın almaları tavsiye edilir. Lehimleme sıcaklığında sapma olmadan çok daha uzun süre çalışabilir. Bu nedenle, Alman ürünleri polipropilen borular için en iyisi olarak kabul edilmektedir.
Önerilerin ardından, bir polipropilen boru hattı için hangi lehim havyasının seçileceğini belirlemek daha kolaydır.
Polipropilen borular için sert lehimleme teknolojisi
Plastik boruların lehimlenmesi oldukça basittir. Önemli olan, malzemenin sıcaklık rejimini ve ısınma süresini gözlemlemektir. İlk olarak, havya bir masaya veya başka bir güvenilir tabana monte edilir, ardından gerekli bölümün bir nozulu bir anahtarla ona tutturulur. Ardından, yaklaşık 10 dakika ısındığı cihazda gerekli sıcaklık ayarlanır.
Daha sonra bağlanacak boruların uçları ve bağlantı elemanı (açı, kaplin, MPH, MPV) nozul üzerine yerleştirilir. Birkaç saniye sonra (tutma süresi, havya gücüne ve boru çapına bağlıdır) plastik ürünler nozullardan çıkarılır ve birbirine bağlanır.
Polipropilen lehimlemek için bir havya seçiminde zor olan bir şey yoktur. Önemli olan, ona hangi amaçla ihtiyacınız olduğunu bilmektir. Aletle çalışırken, çalışmasının tüm kurallarına uyarsanız, bu tür ekipmanın garanti süresinin ötesinde dayanacağından emin olabilirsiniz.
uzmanlarvarki.ru
Bir kaynak makinesi nasıl seçilir
Aşağıdaki gibi önemli noktalara dikkat etmelisiniz:
- birim güç,
- üretici firma,
- kitte bulunan ataşman çeşitleri.
Farkına varmak! Yaklaşık olarak watt, kaynak yapılacak çapın (mm cinsinden) 10 katı olmalıdır. Bu nedenle, eklerin kullanımı, cihazın maksimum gücü ile sınırlıdır.
Hatırlamak! Ucuz bir "ütünün" teknik parametrelerinin pasaportta belirtilen verilere tam olarak uyacağından emin olmamalısınız.
Özellikle Çinli üreticilere karşı dikkatli olmanız gerekiyor.
Çoğu, yapı kalitesine bağlıdır.
Bu kolayca doğrulanır:
- Cihazın birbirinden bağımsız olarak açılan iki ısıtma elemanı varsa, büyük olasılıkla bu, havyanın güvenilmezliğini ve kalitesizliğini gösterir.
Böyle bir cihaz alırsanız, kaynak sırasında büyük olasılıkla çalışmalarında kusurlar bulacaksınız.
Her aletin bir termostatı olmalıdır.
Isıtılmış yüzeylerin sıcaklığındaki minimum dalgalanmaları izlemek için dahili sensörlü elektronik tipte olması en iyisidir.
Ayrıca, regülatör, ısıtma derecesini kontrol edebilecek ve bu nedenle voltajı ayarlayabilecektir.
Bu şekilde, sıcaklık rejimine optimum uyum sağlamak ve bitişik elemanları eşit şekilde ısıtmak mümkündür (burada polipropilen boruları lehimlemeden nasıl bağlayacağınızı okuyun).
Sonuç olarak, yüksek mukavemetli bir kaynaklı bağlantıya sahip olacaksınız.
Ayrıca kılcal tip düzenleyiciler de vardır..
Oldukça basit bir çalışma prensibine sahipler, ancak aşağıdakilerden oluşur:
- ısıtma ayarlanan sıcaklığa ulaştığında, mekanizma kapanır,
- soğuduğunda tekrar açılacaktır.
Bu durumda sıcaklık aralığı - 100 dereceye ulaşabilir.
Üçüncü tip sensör, bimetalik bir röledir.
Armatürün büyük boyutundan dolayı ısıtılmış yüzeyin yanına kurulması mümkün değildir.
Nihayetinde, gerekli boru alanının yetersiz ısınması veya erimesi nedeniyle kaynak kalitesinin düşük olduğu ortaya çıkar.
Bu nedenle, uzmanlar bu cihazı iş deneyimi olmayan kaynakçılar için kullanmayı önermiyor.
Hatırlamak! Kaynak makinesini sadece bir kez kullanacaksanız ucuz ve kalitesiz aletler almayın.
Profesyonel bir havya kiralamak daha iyidir.
Bununla ilgili herhangi bir problem yaşamayacaksınız ve eklem dikişleri sıkı ve dayanıklı olacak.
Kaynak makineleri iki türdendir:
- Manuel,
- sabit.
Elde tutulan bir birimin yardımıyla şunları yapabilirsiniz: Ulaşılması zor yerlerde herhangi bir zorluk ve kısıtlama olmaksızın çalışmak.
Ancak yalnızca deneyimli bir uzman, parçaların eşleşmesini doğru bir şekilde merkezleyebilecektir.
Sabit aparat etkileyici ağırlık ve boyutlara sahiptir.
Ancak, onun yardımıyla, yüksek kaliteli merkezleme yapabilir ve birleştirmeden önce yüzeyleri nasıl hazırlayabilirsiniz.
Bu alet kullanılarak, kaynaklı parçalar tamamen soğuyana ve ayarlanana kadar güvenli bir şekilde sabitlenir.
Bu tür cihazların maliyeti oldukça yüksektir..
Bu nedenle, yalnızca profesyoneller bunları kullanır.
Sert lehim polipropilen boruların özgüllüğü
Lehimleme işlemi, malzemenin belirgin termoplastik özellikleri nedeniyle gerçekleştirilir. Polipropilen ısıtıldığında yumuşar - hamuru benzer bir hal alır.
Teknolojinin genel tanımı
Malzemeyi normal bir sıcaklık arka planına döndürmek, yapısının normal bir duruma sertleşmesine katkıda bulunur. Bu özellikler, teknik dilde polifüzyon kaynağı olarak adlandırılan ana lehimleme teknolojisi haline gelmiştir.
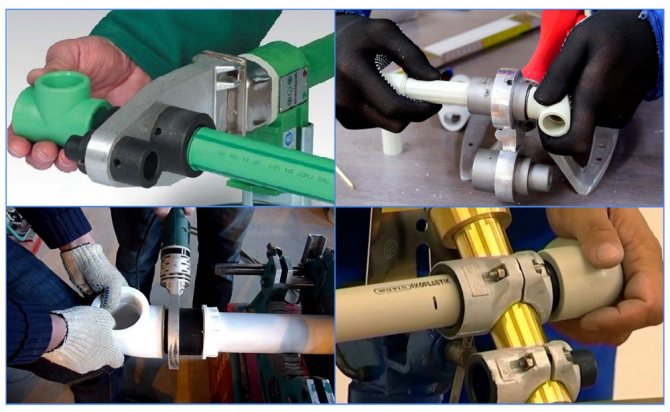
Uygulamada, kaynak yapılacak parçaları birleştirmek için iki yöntem kullanılır:
- Kaplin.
- Düz.
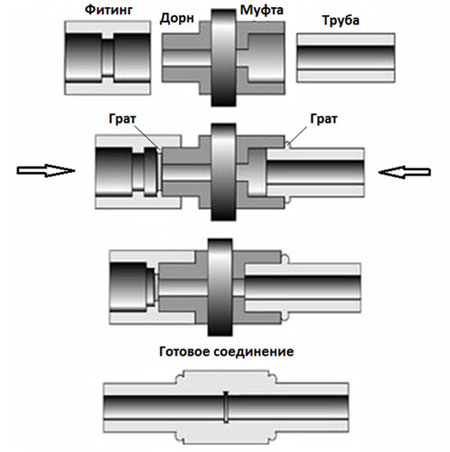
İlk kaynak tekniği, polipropilen boruları şekilli bir parça - bir manşon veya daha büyük bir dış çapa sahip bir boru kullanarak nasıl lehimleyebileceğinizi gösterir. Genellikle bu şekilde çapı 63 mm'yi geçmeyen plastik borular lehimlenir.
Bu durumda iki parçanın kaynaklanması prensibi, borunun bir kısmının dış çevre boyunca ve manşonun bir kısmının iç bölge boyunca eritilmesine dayanır. Sonra her iki parça da sıkıca oturur.
İkinci yöntem - doğrudan temas, plastik boruların küçük bölümlerini müteakip birleştirmeleriyle eritme prensibine dayanmaktadır. Ancak bu versiyonda, aynı çapta iki boru uç eleman görevi görür ve bunlar uç yüzeyleriyle birleştirilir. Bu, ilk bakışta, karmaşık olmayan polipropilen lehimleme yöntemi, bağlantı alanlarının yüksek doğrulukta işlenmesini ve lehimleme sırasında eksenler boyunca iki parçanın doğru şekilde kurulmasını gerektirir.
Belirtilen "sıcak" teknolojilerin yanı sıra, "soğuk" lehimleme tekniği de uygulanmaktadır. Burada aktif bir lehimleme bileşeni olarak polipropilenin yapısını yumuşatabilen özel bir çözücü kullanılır. Bununla birlikte, bu teknik, yüksek düzeyde popülerlik ile farklılık göstermez.
Boru kaynağı için lehimleme makineleri
Hem bağlantı hem de doğrudan teknik, plastik boruların özel kaynak makineleri ile lehimlenmesini gerektirir. Yapısal olarak lehimleme tekniği elektrikli ütüye benzer. Cihazların temeli, yüzeyinde çıkarılabilir nozulların takılı olduğu büyük bir metal ısıtma elemanıdır - farklı çaplarda metal boşluklar.
Alın kaynağı için, lehimleme makinelerinin tasarımları karmaşıktır. Genellikle, bu tür bir ekipman sadece bir ısıtma elemanını değil, aynı zamanda kaynaklanacak parçaları ortalamak için bir sistemi de içerir. Kural olarak, teknolojinin kendisi gibi doğrudan kaynak ekipmanı, ev alanında nadiren kullanılır. Burada kullanım önceliği endüstriyel sektördür.
Lehimleme ütülerine ek olarak, ustanın ayrıca şunlara ihtiyacı olacaktır:
- polipropilen makası (boru kesici);
- inşaat bandı;
- çilingir meydanı;
- tıraş makinesi (takviyeli borular için);
- işaretleyici (kalem);
- yüzey yağ giderici.
Çalışma, yüksek sıcaklıklı ekipman üzerinde yürütüldüğünden, ellerinize sıkı iş eldivenleri takmanız zorunludur.
Polipropilen kaynak prosedürü
Önemli uyarı! Polimerik malzemeler üzerinde kaynak çalışmaları, odanın iyi havalandırıldığı koşullarda yapılmalıdır. Polimerler ısıtıldığında ve eritildiğinde, belirli bir konsantrasyonda insan sağlığı üzerinde ciddi bir etkiye sahip olan toksik maddeler açığa çıkar.
İlk adım işe hazırlanmaktır:
- Isıtıcı plakasına gerekli çaptaki boşlukları takın.
- Havya sıcaklık regülatörünü 260 ° C'ye ayarlayın.
- Eşleşen parçaları hazırlayın (işaretleme, pah kırma, yağdan arındırma).
- Lehimleme istasyonunu açın.
- Çalışma sıcaklığına ulaşılana kadar bekleyin (yeşil gösterge yanar).
Eşzamanlı olarak eşleşen parçaları (boru - kaplin) lehimleme istasyonunun boşlukları üzerine itin. Bu durumda, polipropilen boru bir külçenin iç alanına ve manşon (veya şekillendirilmiş parçanın soketi) başka bir külçenin dış yüzeyine itilir.
Genellikle, borunun uçları önceden işaretlenmiş çizginin sınırı boyunca sokulur ve manşon durana kadar itilir. Polipropilen parçaları ısıtılmış boşluklar üzerinde tutarken, teknolojinin önemli bir nüansı hatırlanmalıdır - tutma süresi.
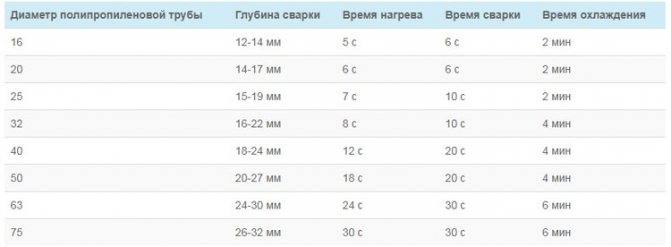
Zaman gecikmesi yetersizse, malzemenin düşük derecede yayılma riski vardır ve bu da bağlantının kalitesini etkileyecektir. Erime süresinin çok fazla olması, parçanın yapısının deforme olmasına yol açar ve ayrıca yüksek kaliteli lehimlemeyi garanti etmez. Farklı teknik parametrelere sahip borular için en uygun zaman değerini gösteren tablonun kullanılması tavsiye edilir.
Polipropilen borular için lehimleme süresi tablosu
Parçalar boşluklar üzerinde optimum bir süre tutulduktan sonra çıkarılır ve ısıtılmış parçalarla hızlı bir şekilde birleştirilir. Lehimlenecek parçaların hizalanmasına dikkat edilirken birleştirme prosedürü doğru ve hızlı bir şekilde (tablodaki zaman açısından) yapılmalıdır. Eksenler boyunca küçük ayarlamalar yapmasına izin verilir (1-2 saniye içinde), ancak parçaları biri diğerine göre döndürmek kabul edilemez.
Dikkat edilmelidir: herhangi bir polipropilen boruyu lehimlemek için belirtilen süre, çalışma koşullarına ve malzemenin parametrelerine bağlı olarak ayarlanabilir. Örneğin, kurulum sıfırın altındaki ortam sıcaklıklarında gerçekleştiriliyorsa, doğal olarak belirtilen oranlar nominalin% 50'sine yükselir. Ayrı ayrı alınan her standart dışı koşullar için, ısıtma süresi test lehimleme yöntemiyle seçilir.
Yerleştirme işlemi
Lehim havyasını ağa bağlamadan önce, hareketlerinizi engellemeyeceği güvenli bir yere yerleştirilmelidir.
Daha sonra aparat sabitlenir ve üzerine belli boyutlarda nozullar yerleştirilir.
Ancak yukarıdaki tüm işlemlerden sonra, cihaz prize takılır.
En azından ısınmalı, 10-15 dakika içinde.
Mekanizmanın çalışmaya hazır olup olmadığını nasıl anlarsınız? Bu, ışıklı bir gösterge ile gösterilecektir.
Bir meslekten olmayan kişinin anlaması gereken en önemli şey şudur:
tüm eylemler, adımlarınızın sırasını takip etmenin yanı sıra açık ve yavaş bir şekilde gerçekleştirilmelidir.
Böyle bir işi ilk defa yapacaksan, sürecin daha iyi anlaşılması için, küçük ve gereksiz boru kesimlerinde alıştırma yapın.
Polipropilen ürünleri lehimlemek için temel kurala uyun - önce, nozüle (soğuk su temini için HDPE borular için) bir bağlantı parçası takmanız gerekir ve bundan sonra boru başka bir nozüle yerleştirilir.
Geriye sayım başlıyor Bağlanacak her iki parça da kaynak makinesinde olduktan sonra. Ürünü eritmek için gereken süre, borunun enine kesitine bağlıdır.
Ayarlanan süre geçti mi? Bağlantı parçasını ve boruyu nozuldan çıkarın ve çok hızlı bir şekilde kenetleyin. Ayrıca boruyu istenen eksen boyunca anında hizalamanız gerekir.
Hatırlamak! Polipropilen 4 - 6 saniye içinde sertleşir.
Ancak boruları hemen bırakmanıza gerek yoktur.
Bağlantı en az 30-40 saniye elle tutulmalıdır.
Düğümün tamamen soğutulması in vivo 3 - 4 dakika içinde gerçekleşir.
Plastik veya kaynaklı bağlantının zarar görmeyeceğinden emin olmak için doğal olmayan bir şekilde soğumalarına izin vermeyin.
Hatırlamak! Bağlantı detayları içeriden ve borular - dışarıdan ısıtılır.
Bu kural göz ardı edilemez. Aksi takdirde, eklem kırılgan olacak ve hızla parçalanacaktır.
Takviyeli lehim boruları
Takviyeli polipropilen boruların nasıl düzgün bir şekilde lehimleneceğini düşünelim. Burada koruyucu malzemenin çıkarılması zorunludur. Boru yapısında güçlendirilmiş bir katmanın (alüminyum folyo) varlığı ek ısıtma gerektirir. Ama konu bu değil.
Tipik olarak, bu ürünler çok büyük bir çapa sahiptir ve standart havya uçlarına uymaz. Lehimleme işleminden önce temizlenmesi gerekir. Bunun istisnası, cam elyaf takviyeli borulardır. Standart bir şekilde lehimlenmiştir.
Polipropilen boruları güçlendirmek için çeşitli teknolojiler göz önüne alındığında, lehimlemeden önce çeşitli işleme yöntemleri kullanılır. Geleneksel olarak, sıyırma için bir sunucu kullanılır.
Bu isim, bıçaklı metal bir kılıf şeklinde özel bir cihaza sahiptir. Schweier, lehimlenecek borunun uç kısmına yerleştirilir ve plastiği temizlemek için boru ekseni etrafında dönme hareketleri ile güçlendirilmiş tabaka sıyrılır.
Takviyeli katman, plastik borunun duvarının orta kısmına yerleştirilmişse, burada işleme için başka bir alet kullanmak daha mantıklıdır - plastik bir boru düzeltici.
Cihaz, kesme elemanlarının yerleştirilmesi ve tasarımı dışında, sunucudan çok farklı değildir. Bir kaplama aletiyle işlendikten sonra, borunun uç kısmı uç boyunca hizalanır, ayrıca güçlendirilmiş tabakanın bir kısmı tüm çevre boyunca 2 mm derinliğe kadar kesilir. Bu işlem, lehimlemenin hatasız yapılmasına izin verir.
Mevcut boru kaynak yöntemleri
Daha önce de görüldüğü gibi, boruları kaynaklamak için özel ekipmana ihtiyaç vardır. Ancak belli bir ısıtma sıcaklığında pişirilebilmelerinin yanı sıra soğuk bağlama yöntemi de vardır. Şimdi mevcut tüm kaynak yöntemlerini bulma zamanı.
Yaygın yol
En güvenilir kaynak difüzyon lehimleme ile elde edilir. Yöntem, yalnızca homojen malzemelerin birleştirilmesi için geçerlidir. Kullanılan ekipman, nozullu aynı havya ile aynıdır. Takımın ısıtılması belirtilen parametrelere ulaştığında, borunun kenarı ve bağlantı parçası erir. Birleştirme sırasında, her iki boşluğun polipropileni birbiriyle karıştırılır ve katılaşmadan sonra tek bir bütün oluşur.

Bell yöntemi
Soket lehimleme yöntemi için benzer ekipmanlar kullanılır. Havya üzerinde belirli bir ısıtma sıcaklığı ayarlanır ve kaynak yapılan iş parçalarının çapına göre nozullar seçilir. Borular dik açılarda kesilir ve örneğin ısıtma için güçlendirilmiş ürünlerde metal tabaka ek olarak çıkarılır. Birleştirilecek uçlar, uygun ısıtma sıcaklığının ayarlandığı demir memelere yerleştirilir. Kenar eritildikten sonra, dikiş tamamen soğuyana kadar iki iş parçası konumlarını değiştirmeden birbirine bağlanır.
Popo yöntemi
Alın lehimleme yöntemi büyük çaplı borulara uygulanabilir. Havya, düz bir kaynak aynası ile donatılmıştır. Ayarlanan sıcaklığa ulaşıldığında ayna dik açıyla kesilen boru uçlarını eritir. İki boşluk özel bir mekanizma ile birbirine bastırılır ve soğumaları için zaman verilir. Kaynak dikişi, her iki iş parçasının polipropilenini karıştırarak ve erimiş kenarları sıkıca bastırarak mekanik mukavemet kazanır.
Kaplin kaynak yöntemi
Bu yöntemde, boruların iki ucunu kaynaklamak için özel ekipman kullanılır - elektrofitting. Kaplinin içine, eşit bir açıyla kesilmiş bir borunun iki ucunu yerleştirin.Gerilim, güç kaynağından elektrik tesisatına sağlanır. Isıtma sıcaklığı optimum değerlere ulaştığında, iş parçaları birbirine kaynaklanır.
Polifüzyon yöntemi
Bu yöntem, yaygın lehimleme yöntemine benzer. Aradaki fark, birleştirilecek iki iş parçasından yalnızca birinin bir havya ile ısıtılmasıdır.
Soğuk yol
Polipropilen boruların soğuk bağlantısı, düşük çalışma basıncına sahip ev içi boru hatları için uygundur. Yapışkan çözüm sayesinde lehimleme gerçekleşir. Borunun kenarını ve bağlantı parçasının içini işlerler, ardından parçalar bağlanır.

Hataların kaynak kalitesine etkisi
Yavaş, dikkatlice düşünülmüş eylemler, tüm işi geçersiz kılacak hatalara karşı bir garantidir. Lehimleme teknolojisinin tüm küçük şeyleri hesaba katılmalı ve onlardan bir adım uzaklaşmamalıdır.
Kurulu propilen su tedarik şebekesinin hatalı düğümlerine neden olan yaygın hatalar:
- Boru yüzeyi gres filminden temizlenmemiş.
- Eşleşen parçaların kesme açısı 90º değerinden farklıdır.
- Boru ucunun bağlantıya gevşek oturması.
- Lehimlenecek parçaların yetersiz veya fazla ısınması.
- Takviyeli tabakanın borudan eksik çıkarılması.
- Polimer sertleştikten sonra parçaların konumunun düzeltilmesi.
Bazen yüksek kaliteli malzemelerde aşırı ısınma, görünür dış kusurlar vermez. Bununla birlikte, erimiş polipropilen dahili boru geçidini kapattığında dahili deformasyon not edilir. Gelecekte, böyle bir birim performansını kaybeder - hızla tıkanır ve su akışını engeller.
Uç parçaların kesim açısı 90º'den farklı ise, parçaların birleştirilmesi anında boruların uçları eğimli bir düzlemde uzanır. Birkaç metre uzunluğundaki bir hat halihazırda monte edildiğinde farkedilir hale gelen, parçalarda yanlış hizalama oluşur. Çoğu zaman, bu nedenle, tüm montajı yeniden yapmanız gerekir. Özellikle borular oluklara döşenirse.
Çiftleşme yüzeylerinin zayıf yağdan arındırılması, "reddetme adalarının" oluşumuna katkıda bulunur. Bu tür noktalarda, polifüzyon kaynağı hiç meydana gelmez veya kısmen meydana gelir. Bir süre benzer kusurlu borular çalışır, ancak her an bir rüzgar oluşabilir. Armatür içindeki borunun gevşek bir şekilde oturmasıyla ilgili hatalar da yaygındır.
Takviye tabakasının eksik temizlenmesi ile yapılan eklemler için benzer bir sonuç gösterilmiştir. Kural olarak, yüksek basınçlı hatlara takviyeli bir boru monte edilir. Artık alüminyum folyo, lehimleme alanında temassız bir alan oluşturur. Bu alan genellikle içinden suyun sıkıştırıldığı bir kanal haline gelir.
Büyük bir hata, lehimlenecek elemanları birbirine göre eksen etrafında kaydırarak düzeltme girişimidir. Bu tür eylemler, polifüzyon kaynağının etkisini büyük ölçüde azaltır. Bununla birlikte, bazı noktalarda bir dikiş oluşturulur ve "yapışkan" denen şey elde edilir. Küçük bir kırılma kuvveti ile "raptiye" bağlantıyı tutar. Bununla birlikte, bağlantıyı baskı altına alır almaz, sivri uç hemen parçalanır.
Bağlantı yöntemleri
Propilen boruların kaynağı iki yöntemle yapılır - soket ve alın... Hatalardan kaçınmak için, güçlü bir dikiş oluşturmayı garanti eden kurallara uymanız gerekir.
Soket Kaynağında Yaygın Hatalar
PP boruların soket kaynağı, sistem bölümlerini küçük çaplı elemanlarla birleştirir... Yeni başlayanlar için bile kendi elleriyle mevcut olan böyle bir bağlantı yöntemi, alın kaynağından daha sağlam ve güvenilir olarak kabul edilir, çünkü doğası (boru bağlantıya yerleştirilir) montajın yüksek mukavemetini garanti eder; yardımcı alet gerekmez parçaları ortalamak için.
Kaynak işleminde, bağlı elemanların yüzeyleri (iç bağlantı, dış boru) bir lehimleme kiti kullanılarak veya başka bir ısıtma cihazı kullanılarak bir lehim havyası olmadan ısıtılır ve eritilir, ısıtılmış parçalar birleştirilir (boruyu bağlantıya indirerek ) ve ünitenin soğumasını bekliyorum.
Polipropilen boruların kaynağı için bir makine nasıl seçilir web sitemizdeki makaleyi okuyun.
Aşağıdaki hatalardan kaçınmak önemlidir:
- Isıtmadan önce sokete sokulduğunda borunun yetersiz bitirilmesi, ünitenin montajını zorlaştırır ve zayıf nokta oluşumuna yol açar.
- Çok fazla kuvvet uygulayarak ısıtmadan önce borunun armatüre gerekli yerleştirme derinliğini aşmak. Borunun kenarı içe doğru döner, geçit daralır, serbest su akışı için bir engel oluşur.
- Bitişik elemanların, bağlantılarının çok zayıf olduğu ortaya çıkması nedeniyle durma noktalarına getirilememesi.
- Isınma süresinin artması veya havya sıcaklığının çok yüksek olması nedeniyle elemanların aşırı ısınması. Parçaların gerekli sertliğinde bir kayıp vardır, bu da daha fazla montajı zorlaştırır veya imkansız hale getirir.
- Cihazın düşük sıcaklığı veya çok kısa ısıtma süresi nedeniyle bitişik elemanların yetersiz ısınması. Bu nedenle parçaların yüzeyleri birbiri ile yeterince kaynaşmaz ve kaynak noktasında yeterli sızdırmazlık sağlanamaz.
- Elemanların ısınmadan çıkarılması ile montajının başlangıcı arasında çok uzun bir zaman aralığı, bunun sonucunda parçaların sıcaklığı viskoz akış sınırının altına düşer. Bu, elemanların birbirleriyle yetersiz kaynaşmasına veya montajın imkansızlığına yol açar.
- Borunun, ürünün uzunlamasına ekseninin ucunun dikliğini ihlal ederek kesilmesi. Sonuç olarak, eleman, bağlantı parçasının iç durdurucusuna tam olarak oturmaz.
- Borunun soketle yanlış hizalanması bağlantının deforme olmasına, düzgünlüğün bozulmasına ve sızdırmazlık kaybına neden olur.
Tam ısıtma süresini ve parçanın ne kadar süreyle tutulacağını belirlemek için tablonun kullanılması önerilir.
Soketteki polipropilen boruların kaynağı sırasında yapılan hatalar, bağlantının bütünlüğünün ihlal edilmesine yol açar, boru hattında keskin bir kısa süreli basınç sıçraması ile tahrip olan zayıf bölgelerin oluşmasına neden olur. Bu eksiklikler, bir boru onarım kiti ile düzeltilir.
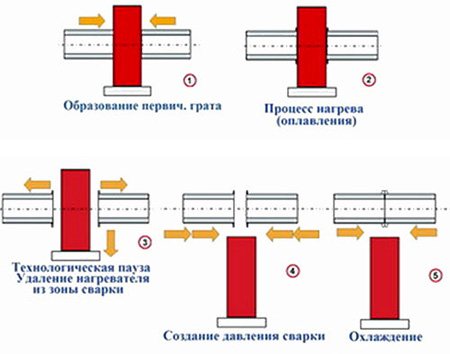
Popo teknolojisi
Polipropilen boruların alın kaynağı, bir ısıtma aparatı vasıtasıyla kenarlarının erimeye getirilmesi, dikiş tamamen soğuyana kadar sıkıştırılmasıdır.... Yöntem, yardımcı bağlantı elemanlarının kullanılmasını gerektirmez ve teknoloji sürdürülürse, alın ekleminin yüksek mukavemeti sağlanır. İşin sırası aşağıdaki gibidir:
- bakan;
- kavşağın temizlenmesi;
- ısıtıcı makine;
- yeniden akış;
- kaynak basıncının oluşturulması;
- soğuma.
Polipropilenin alın kaynağı, esas olarak endüstriyel boru hatlarının düz bölümlerinin montajında kullanılır.
Konuyla ilgili sonuçlar ve faydalı video
Profesyonellerin her zaman öğrenecekleri çok şey vardır. Polipropilen ile nasıl çalışılacağı aşağıdaki videoda görülebilir:
Polimer boru hatlarının sıcak lehimleme ile döşenmesi uygun ve popüler bir tekniktir. Ev seviyesi de dahil olmak üzere iletişim kurulumunda başarıyla kullanılmaktadır. Üstelik tecrübesi olmayan kişiler bu kaynak yöntemini kullanabilir. Önemli olan teknolojiyi doğru anlamak ve tam olarak uygulanmasını sağlamaktır. Ve teknolojik ekipman ucuza satın alınabilir veya kiralanabilir.
sovet-ingenera.com
Polipropilen borular için lehimleme aleti
Çalışmak için şunları gerektirir:
- Parçaların işaretlenmesi için rulet ve kurşun kalem (işaretleyici), seviye - yapıyı bir bütün olarak kontrol etmek için.
- Boru makası ve ortak adı "sıyırma" olan kaynaklı parçaların kenarları için bir düzeltme aleti. Sıyırma amacı ve türü farklıdır: silindirik gövdelerde traş makineleri (kenar temizleme, pah kırma) ve yüzeyler (takviyeyi lehimleme derinliğine kadar keser) vardır, boru kenarını temizlemek için matkap uçlu bir alet vardır.
- Polipropilen borular için lehim havyası.
- KKD: kalın eldivenler veya eldivenler.
Ek olarak, duvarlara boru kelepçeleri takmak için genel bir inşaat aletine ihtiyacınız olacak: bir zımba, bir çekiç, bir tornavida.
Lehimleme için iş parçalarının hazırlanması
Doğru takip edilen polipropilen boru kaynak teknolojisi başarının sadece% 50'sidir. İş parçalarını lehimlemeden önce hazırlanmaları gerekir.
Talimat oldukça basittir ve birkaç tavsiyeden oluşur:
- İş, borunun gerekli uzunluğunun kesim işaretiyle ölçülmesiyle başlar. Keskin makasla uygulanan işaretlere göre boru parçaları kesilir. Yer sırasının rahatlığı için, örneğin ısıtma sisteminde, kafaları karışmayacak şekilde bir işaretleyici ile işaretlenebilirler.
- Takviye edilmiş boruların kenarları dikiş makinesi ile temizlenir. Bu aletle borunun üst ve metal tabakası kaldırılır, aksi takdirde folyo sonunda lehimleme alanını tahrip eder. Fiberglas takviyeli borularda sıyırma gerekmez.

- Borunun kenarları ve bağlantı parçasının iç kısmı alkol solüsyonu ile yağdan arındırılır ve kusur veya kirlenme açısından kontrol edilir. Borunun üzerindeki bir işaret, bağlantı elemanına geçme derinliğini gösterir. Lehimleme sırasında bu işaret bir sınırlayıcı görevi görecektir.

Tüm parçaları hazırladıktan sonra, havyayı açabilir ve boru hattını lehimlemeye başlayabilirsiniz.
Polipropilen borular ve diğer aletler için bir havya nasıl seçilir
- Az miktarda iş için (DIY onarımı), en ucuz lehimleme ütülerini satın alabilirsiniz - bunlar 2 ... 3 lehim için yeterlidir. Parçaları ısıtmak için yüksek kaliteli teflon pedler almak daha iyidir.
- Profesyonel kullanım için ucuz bir model işe yaramayacaktır. Büyük miktarlarda lehimleme için, yalnızca çok sayıda yüksek kaliteli ped içeren profesyonel bir kaynak makinesi gereklidir.
- Makas. Profesyonel makas neredeyse düz, dikey bir kesim sağlar, ancak pahalıdır. Lehimlemesi genel olarak boyutlara ve kaliteye maksimum uyum gerektiren 40 mm çapındaki borular için satın almak daha iyidir. Basit ve ucuz makas neredeyse hiçbir zaman ideal bir düzlem vermez - bunları kullanırken, boru ideal kesime göre 10 ° ... 15 ° 'lik bir açıyla kesilir. Küçük çaplar için bu korkutucu değildir: küçük çaplı ve ince duvarlı borular yeterince ısınır, sapma lehimlemeyi etkilemez.
- Sıyırma aracı. Profesyonel bir tesisatçı buna sahip olmalıdır. Çapı maksimum 25 mm'ye kadar olan plastik boruları lehimleyen bir ev ustası, onsuz yapabilir.
Boru hazırlama
Çalışmaya başlamadan önce polipropilen borular özel makas, demir testeresi veya boru kesici kullanılarak dikkatlice kesilmelidir.
Tüm bu aletler içi boş nesneleri kesmek için kullanılabilir.
Testere kesinlikle dik açılarda yapılmalıdır.
Aksi takdirde, yanaşma sırasında boş alanlar görünecek ve bu, sistemdeki basıncın düşmesine neden olacaktır.
Bir sonraki adım, boruyu döküntülerden temizlemek ve dışarıdan pah kırmaktır.
Bu bir beveler ile yapılır 30-45 derecelik bir açıyla. Küçük kesitli borular bu prosedüre tabi değildir.
Polipropilen boruların montajı
Boru hattını kurmadan önce, bağlantı yerlerini işaretleyin, kelepçeleri takın - bu işlem polipropilen boruları lehimlemeden önce gerçekleştirilir.
Lehimlenecek parçaları hazırlayın:
- Boru, belirli bir bölüm için her zaman lehim bölgeleri için bir kenar boşluğu ile kesilir (tabloya bakın). Parçalar asla aynı anda kesilmez. Çalışma sırasında, ölçüm hatası her zaman birikir. Boyutlara saygı duyarsanız, planlanan boyutlardan çok fazla sapmayacaksınız, ancak 1 ... 2 ekstra santimetre biriktirebilirsiniz (hem negatif hem de pozitif olarak). Yerel sapmalar durumunda bir marj yapılması tavsiye edilir: lehimleme sırasında, lehimlenecek yapının boyutlarının değişmesi nedeniyle sistemin konfigürasyonu değişebilir.
- Hazırlanan parçalar temizlenir.
- Parçalara işaretler uygulanır: boru üzerindeki lehimin derinliğini (borunun bağlantıya ne kadar gireceğini) ve bağlantının eksenini - her iki elemanda da montaj sırasında çakışması gereken yatay işaretler. Her zaman parçaları işaretleyin - bu, özellikle çok dönüşlü karmaşık yapılar kurarken işi büyük ölçüde basitleştirir.
Polipropilen borular nasıl lehimlenir:
- Eldivenlerinizi giyin.
- Her iki bağlantı elemanı aynı anda ısıtılmış bir havya üzerine monte edilir ve belirli bir süre ısıtılır.
- Isındıktan sonra parçalar pedlerden çıkarılır ve birbiri içine sokularak işaretlerle bağlanır. Isınan parçaları bağlantı ve sabitleme için havyadan çıkardıktan sonra 1-2 saniyeniz vardır. Kendinizi yakmamak için güvenle ve dikkatli çalışın (bkz. Madde 1).
- Daha sonra, bağlantının sertleşene kadar sürdürülmesi gerekir (zaman - tabloya bakın).
- Ünite soğuduktan sonra yeni kaynak yapılan alanla daha fazla lehim yapmak mümkündür. Soğutma süresine dayanmazsanız, önceden lehimlenmiş parçaların deformasyonu mümkündür.
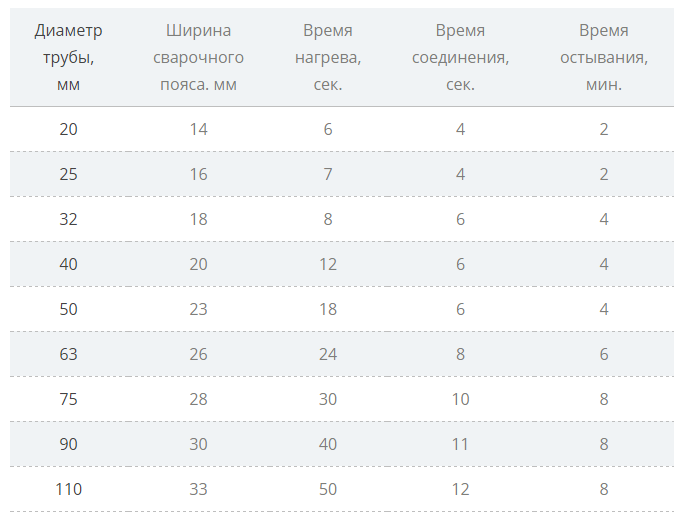
Tablo 1. Polipropilen boru ve bağlantı parçalarının ısıtma, tutma ve soğutma süresi.
| Dış boru çapı, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Lehim bölgesi: parçanın kenarından (lehim pedi) işarete olan mesafe, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Parçaların ısıtma süresi, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Bağlantı tutma süresi, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Soğutma süresi (bitişik bağlantıları lehimlemek için), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
ÖNEMLİ! Farklı malzemeler için zamanlama verileri, boru malzemesinin saflığına, takviyenin varlığına ve diğer hususlara, oda sıcaklığına kadar değişebilir. Ancak bu sapmalar, yalnızca büyük çaplı borularda açıkça görülebilir. Küçük boyutlar için, süre maksimum 1 ... 1.5 sn farklılık gösterecektir. Bir şey sizin için işe yaramazsa veya ilk kez yapıyorsanız, en basit bağlantı parçalarından (kaplinler) bazılarını satın alabilir, birkaç boru kesebilir (7 ... 10 cm'lik birkaç parça) ve nasıl olduğunu kontrol edebilirsiniz. malzeme ısınmaya ve bağlantıya tepki verir.
Yeni başlayanlar için polipropilen boruları kendi ellerinizle kaynaklamak için özellikler ve faydalı ipuçları
Evinizdeki bir boru hattını tamir etmeniz gerekiyorsa, üzülmek için acele etmeyin. Yardım için uzman çağırmaya gerek yoktur. Belirli kurallara ve talimatlara uyarsanız, kendin yap polipropilen boruların kaynağı mümkündür. Bu tür bir bağlantının özellikleri aşağıda ifade edilmektedir:
- Metale göre düşük maliyet.
- Neredeyse metal yapılarınki gibi uzun hizmet ömrü (bazı üreticiler, ürünlerinin hizmet ömrünü birkaç on yıl içinde ilan ederler).
- Korozyona dayanıklı.
- Hızlı montaj. Boru hattını hızlı bir şekilde kendiniz monte edebilirsiniz. Bir partnerle çalışıyorsanız, işe harcanan zaman daha da kısalacaktır.
- Sadece birkaç temel kurala uyarak deneyimsiz yeni başlayanlar için bir boru hattını "bir araya getirme" yeteneği.
- Hafif polipropilen ve benzerleri.
Kaynak alanında, "polimer borular" terimi, çeşitli plastik türlerinden yapılmış herhangi bir boruya atıfta bulunur: polietilen, polipropilen, propilen vb. Kimyasal bileşim ve hazırlama yöntemlerinde farklılık gösterirler, ancak bağlantı yöntemlerinde önemli farklılıklar yoktur.
Aşağıda, plastik kaynağı için gerekli araçları kullanma talimatları verilmiştir, polimerlerle çalışma için tipik olan ve plastik kaynağı için bir havya ile polipropilen borular için bir havyanın nasıl kullanılacağı belirtilmiştir.
DIY polipropilen kaynağı: Çalışmanız gereken aletler
Başlamadan önce aşağıdakileri satın almanız gerekir:
Isı kaynaklarından (örneğin bir ısıtma kazanı) hemen yakınında (yaklaşık 50 cm veya daha az) çalışan boru hattı metal olmalıdır. Ayrıca metal, adaptörler aracılığıyla polipropilene bağlanır.
Lehimleme adımları
Boru hattını bağlamaya başlamadan önce biraz pratik yapmanızı öneririz. Bunun için:
- Gerekirse plastik makas kullanarak doğru boyutta borular yapın.
- Bunları çapak, toz, kir ve diğer yabancı maddelerden temizleyin, kenarların yüzeyini yağdan arındırın.
- Bağlantı için bağlantı yöntemini uygulamanız durumunda, eriteceğiniz yeri (oradaki bağlantı yeri) bir işaretleyici ile işaretleyin.
- Boru havyayı masaya tutturun. Belirli bir modelin polipropilen boruları için bir havya nasıl kullanılacağı talimatlarında belirtilmiştir.
- İhtiyacınız olan nozulları seçin, HDPE boruların kaynağı için makineye sabitleyin.
- Aşağıdaki tabloya göre gerekli sıcaklığı ayarlayın. Ortalama ısıtma sıcaklığı yaklaşık 260-270 derecedir.
- Cihaz ısındığında (genellikle 2-3 dakika sonra sönen lambalarla kanıtlanır), boruyu ve bağlantı parçasını nozullara takmanız ve talimatlara veya aşağıdaki tabloya göre gereken süreyi tutmanız gerekir. HDPE ürünleri için kaynak makinesi daha uzun süre ısınırsa, daha fazla zamana dayanmanız gerekir. Oda sıcaklığı +20 derecenin altındaysa, ısıtma süresi artırılmalıdır. Yetersiz ısıtma ile lehim yapabileceksiniz, ancak ürün kalitesiz olacaktır. Parçalar aşırı ısınırsa aynı sonuçlar olacaktır. Bu, parça çok yumuşak hale geldiği için görülebilir.
- Parçaları ataşmanlardan hızlı bir şekilde çıkarın ve birbirine bağlayın. Biraz çaba sarf ediyoruz, sert bastırmayız veya elemanları döndürmeyiz. Soket kaynağındaki bazı profesyoneller, çok küçük dönüşlere izin verir, ancak yalnızca bir parçayı diğerine "girmek" amacıyla.
- Birkaç saniye bekleyin ve bağlantı hazır.
- Sabit durmasına izin vererek ürünü soğutun. Bu, kaliteli bir ürün için ek bir garanti olacaktır.
Boru boyutuna, gerekli bağlantı ve soğutma süresine bağlı olarak sert lehim süresi göstergelerinin oran tablosu.
| Boru hacmi (bkz.) | Isıtma süresi (sn.) | Kaynak süresi (sn.) | Kaynak sonrası soğuma süresi (dakika) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4 |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
DIY polipropilen kaynağı: faydalı ipuçları
- Çalışma sürecinde parçalar doğru lehimlenmemişse, artık onları ayırmak mümkün olmayacaktır. Düşük kaliteli bir ürünü düzeltmek için, tüm bölümü bir dikişle kesmeniz ve yenisini yapmanız gerekir. Bağlantı parçaları kullanılarak lehimleme yapıldıysa, bir defalık kullanım için tasarlandıkları için bir kusur durumunda yeniden kullanılmalarına izin verilmez.
- Ana plastik bağlantı türleri: popo ve manşon. Alın kaynağında borular, her bir elemanın uçları eritilerek ve karşılıklı penetrasyonu ile birbirine lehimlenir. Bağlantı yöntemi, boruların özel adaptörler - bağlantı parçaları kullanılarak bağlanması ile karakterize edilir.
- Boru hattını sistematik olarak tamir etmeyecek veya monte etmeyecekseniz, bir havya satın almanıza gerek yoktur. Kiralama hizmetlerini kullanabilir veya arkadaşlarınızdan ödünç alabilirsiniz. Yine de cihazı kendiniz almaya karar verirseniz, evde normal çalışma için genellikle yalnızca bir sıcaklık göstergesine ihtiyaç duyulduğundan, termostatlı modeller için fazla ödeme yapmamanız önerilir.
- Bir soket ile lehim yaparken, bağlantı parçası önce nozüle ve ardından boruya yerleştirilir. Her iki parçanın da eklere takıldığı zamanı saymaya başlamalısınız.
- Bitmiş eklemi soğuk su veya soğuk hava ile soğutmayın. Dış etkiler olmadan kendi kendine soğuması gerekir.
- Kaplin üzerinde parçasının önemsiz bir "akışı" oluşursa, plastikle çalışma kurallara göre ilerler.
- Boruyu dikiş yerinde ikiye bölerek eklemin kalitesini kontrol edebilirsiniz. Her şeyi doğru yaptıysanız, kesimdeki dikiş boşluksuz bile sağlam olmalıdır.
Bu nedenle, bazı kuralları ve belirli bir prosedürü izlerseniz, polipropilen boruların kendin yap kaynağı kolaydır. Yeni başlayanlar için, bu tür borularla çalışmanın temel avantajı düşük maliyetleridir. Bu, birkaç PP borusunu tahrip edebileceğinizden, ana kaynak işleminden önce "elinizi tutmanıza" olanak tanır. Plastik için ek koruyucu ekipman satın almaya gerek yoktur, çalışma yerini dikkatlice hazırlamaya gerek yoktur. Yabancıların, temizliğin ve düzenin olmamasını sağlamak yeterlidir.
svarkaed.ru
Bitmemiş ve lehimli
Yeniden erime, parçalar ısıtma pedleri üzerinde aşırı pozlandığında meydana gelir. Sonuç olarak, şunu elde ederiz:
- Borunun iç çapının küçültülmesi.
- Soğutma sırasında eklem deformasyonu, boru yatay veya dikeyden sapma.
- Ellerinizle bağlantıyı düzeltmeye çalıştığınızda, parçalar kayabilir (çok sıcaklar, uzun süre soğurlar, lehimlemezler) ve sonuç olarak lehimlemenin kalitesiz olduğu ortaya çıkabilir - sızıntı.
Parçalar az ısındığında yetersiz ısınma meydana gelir. Düşük dozun sonuçları da olumsuzdur:
- Bağlantıya parçalar dahil değildir.
- Yeniden ısıtma, sızıntılara neden olabilecek istenmeyen deformasyonlara yol açabilir.
- Hafif bir eksiklik ile en kötü durum ortaya çıkar: parçalar bağlantı yerine girer, ancak sızdırmaz bir bağlantı oluşturmaz. Bu tür bir yetersizlik ile boru, bağlantı parçasına girer, ancak kaymadan, hafif bir girişimle düz bir şekilde girmez.
Sıcaklık ve ısıtma süresi nasıl seçilir?
Polipropileni 255–265 ° C sıcaklıkta lehimlemek mümkündür, ancak 260 ° C optimal kabul edilir. Sıcaklık kontrolörü olmayan herhangi bir havya bu tür parametrelere sahiptir. Ancak lehimlemenin kalitesi ortam sıcaklığından etkilenir. Lehimleme arasında uzun molalar olan soğuk bir odada, nozül sıcaklığı belirtilenden daha az farklı olabilir. Çözüm, ısınma süresini 1-2 saniye artırmaktır. Ters reaksiyon, yüksek sıcaklıkta iç mekanlarda meydana gelir. Eklemi herhangi bir koşulda düzgün bir şekilde kaynaklamak için, sıcaklık kontrolörü olan bir havya seçmek daha iyidir.
Lütfen ısıtma süresinin boru çapına bağlı olduğuna dikkat edin. Ayrıca eklemin bağlantı ve soğuma sürelerinin bilinmesi önemlidir. Tüm bu parametreleri belirlemek için özel bir tablo var. Polipropilen boşlukları lehimlemeye başlamadan önce verileri tarafından yönlendirilirler.
Polipropilen boruların kaynak sıcaklığı (tablo).
Ulaşılması zor yerlerde boruların bağlanması ve karmaşık yapıların kaynaklanması
Bu tür yapılar şunları içerir:
- sayaçların montajı;
- su ısıtıcısına bağlantı;
- komşu komşu tüketicilere dağıtım;
- dar alanlarda lehimleme.
Daha fazla detay:
- Boruları sayaca lehimlerken, boyutlarını dikkate alın: apartman su sayacı borudan daha büyüktür. İlk önce boruları kabul ederseniz, cihazın kendisini kurmak zor olacaktır - yeterli alana sahip olmayacaktır.
- Su ısıtıcıları karmaşık borulara sahiptir. Küçük apartman koşullarında boruları hesaplarken dikkatli olmalısınız. Havya kullanamayacağınız alanları her zaman kendiniz için işaretleyin - burada bağlantıları "zemine" lehimlemeniz ve ardından bunları duvar ve cihaz boyunca ayarlamanız gerekir.
- Yakındaki cihazlar çok fazla sorun yaratır: Lehimleme zamanla gecikir, boruların birikmesi işlemi engellediğinden, lehimli bağlantıların soğuması için bekleme süresi artar. Bitişik elemanları lehimledikten sonra karışmamaları için tüm parçaları bağlayacağınız sırayı açıkça düşünmelisiniz.
- Sıkışık koşullarda lehimleme, birleşme yerine nasıl ulaşılacağını anlamak kaynak işleminin kendisinden daha fazla zaman alır. Bu nedenle, 2 ... 3 düğümü lehimlemeniz gerekse bile, tüm seçenekleri dikkatlice değerlendirin. Havyayı besleyecek veya alacak bir asistanın olması arzu edilir.
- Oluklarda lehimleme. Lehimleme noktalarında, flaş, içine bir havya yerleştirebilmeniz için genişletilmeli ve derinleştirilmelidir. Bitişik bükülmelerdeki ve bağlantı yerlerindeki flaş, borunun havyadan çıkarıldığında bir güç rezervine sahip olması için daha geniş olmalıdır.
İlginç: boru kaynağı ile sert lehim arasındaki fark nedir
Esas itibarıyla, süreç bu işlemler arasında farklılık göstermez: Birleştirilecek parçalar birbirine yapıştırılabilecekleri noktaya kadar ısıtılır ve sızdırmaz bir bağlantı elde edilir. Bir havya genellikle kaynak makinesi olarak adlandırılır - bu da doğrudur. Ancak "polipropilen boruların kaynağı" kavramı, kamu hizmetlerinde (alın kaynağı) büyük çaplı boru hatlarının endüstriyel lehimlenmesi için daha çok kullanılmaktadır.
Büyük lehim makinelerinin yapısı biraz farklıdır. Çalışma şu şekilde gerçekleşir:
- Kaynak yapılacak borular, temizlenecek kenarların düzgünlüğünü ve paralelliğini sağlayan özel bir disk ile korunan bir merkezleme cihazına (kılavuz) yerleştirilir. Disk çıkarıldıktan sonra temas alanı kontrol edilir - borular tam olarak oturmalıdır.
- Borular arasına bir ısıtma diski yerleştirilir, boru hattının parçaları ona tutturulur ve ısıtılır.
- Isıtma elemanı çıkarılır, borular bire bir getirilir ve ek yeri birleştirilir.
- Eklem soğuduktan sonra (pozlama gereklidir), kılavuz yapı kaldırılır.
stroikadialog.ru
Yeni başlayanlar tarafından yapılan olası hatalar
Yaygın bir hata, borunun bağlantı elemanına yetersiz girmesidir.
Bu, sistemin zayıf noktası olan girdapların oluşumuyla doludur.
Borulardan sıvı bir madde geçtiğinde basınç düşecektir.
Diğer bir dikkatsizlik de, boruyu kapline bağlarken aşırı kuvvet uygulamamanız gerektiğidir.
Bu tür yanlış işlemlerin bir sonucu olarak, borunun içinde bir çıkıntı oluşur.
Çalışma maddesinin içi boş nesne üzerindeki normal hareketine müdahale edecektir.
Polipropilen boruları bağımsız olarak kaynak yaparak bağlamak istiyorsanız, eylemleriniz mümkün olduğunca doğru olmalıdır.
Optimum ısıtma ve parçaların hızlı bir şekilde bağlanması gerektiğinden (HDPE boruları kendi ellerinizle nasıl bağlayacağınızı buradan okuyun).
Herhangi bir gecikme, malzemenin hasar görmesinden veya bağlantının sızmasından kaynaklanır.
Polipropilen boruların nasıl düzgün şekilde kaynaklanacağını gösteren bir video izleyin.
E-Posta ile güncellemelere abone olun:











