HDPE borular için lehimleme yöntemi seçimi

HDPE lehimleme yöntemleri
HDPE boruları lehimlemek için birkaç temel yöntem vardır. Farklı çalışma koşulları için farklı yöntemler tercih edilir. Hepsinin artıları ve eksileri vardır, bu da çoğu zaman seçimi zorlaştırır. Bununla birlikte, belirli koşullar hakkında bilgi, lehimleme türünün belirlenmesine yardımcı olacaktır.
Çoğu durumda, boru hattını kurarken tüm bölümün esnekliğini korumak çok önemlidir. Herhangi bir sert, bükülmeyen eleman işlemi zorlaştırabilir. Bu durumda alın kaynağı en iyi seçimdir. Uygulaması oldukça basittir ve pahalı bileşenler gerektirmez.
Ulaşılması zor yerlerde iş yapmak, kavrama lehimlemeyi gerektirir. Birbirlerine göre kesinlikle hareketsiz olsalar bile, boru hattının bölümlerini birbirine bağlamaya yardımcı olacaktır.
Çok dar bir alanda bağlantı planlandığında elektrofüzyon yöntemi kurtarmaya gelecektir. Ayrıca, bu yöntem, seçim yaparken temel bir faktör olabilecek en hızlı yöntemlerden biri olarak kabul edilir.
Önemli! Parçaların herhangi bir iş süresince bağlanması gerekiyorsa ve kalıcı bir bağlantı söz konusu değilse, lehimleme yerine geleneksel bir ayrılabilir bağlantı kullanmak daha mantıklıdır.







sonuçlar
Plastik boruların lehimlenmesi metal borulardan çok farklıdır, ancak ciddi bir yaklaşımla bunu kendi ellerinizle doğru bir şekilde yapmak zor değildir.
Çok sayıda özel ekipmana bile ihtiyacınız yok, en gerekli şeyler ödünç alınabilir.
Çapı 100 mm olan 32 olan boruların fiyatı o kadar önemsiz ki, küçük bir stok alıp iyi pratik yapmak hiç de pahalı olmayacak. Ve elleriniz dolduğunda, mevcut bir sisteme çarpmak veya yenisini monte etmek sorun olmayacaktır.
strojvannu.ru
Polietilen boruların alın kaynağı

Alın kaynağı
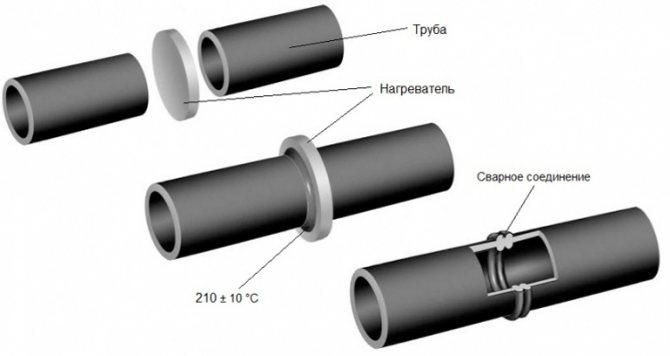
HDPE'yi birleştirmenin en yaygın yolu alın kaynağıdır. Gerçekten çok ekonomik ve kullanımı kolaydır. Ayrıca yeterli bir bağlantı kaynağı sağlar. Yöntem, özel kaynak ekipmanı gerektirir. Yöntem, boruların yeterince serbestçe hareket ettiği ve bu esnekliğin bırakılmasının istendiği yerler için uygundur.
Yöntem, açık boru döşemesinin yanı sıra hendeklerde de kullanılabilir.
Alın kaynak prosedürü:
- İki parça, iş parçalarını yer değiştirmeden birbirine yönlendiren bir kaynakçı tutucusuna oturur.
- Ayrıca üniteler tutucuya kelepçelerle sabitlenir.
- Bir alkol solüsyonu kullanarak, kenarlar çeşitli kirleticilerden temizlenmelidir. Geride tüy bırakmayan malzemeler kullanılması tavsiye edilir.
- Kenarlar ayrıca kırpılarak mekanik olarak işlenir. Onlara uygun form verilir. İşleme, o ana kadar, talaşlar 0,5 mm'den daha az kalınlıkta görünene kadar gerçekleştirilir.
- Daha sonra, ustanın uçları paralellik için manuel olarak kontrol etmesi gerekir. Boşluklar oluşursa, düzeltme prosedürü tekrarlanır.
- Isıtma elemanı aynı anda birleştirilecek ürünlerin uçlarını ısıtır.
- Kenarlar biraz erir ermez, ısıtma durur ve ürünlerin kendileri birbirine sıkıca bağlanır. Bağlantı yeterli güce ulaşana kadar parçalara bastırılır. Çoğu durumda 5-10 dakika yeterlidir.
- İşi yaptıktan sonra, kaynaklı dikişi dikkatlice incelemek ve ayrıca bağlantının güçlü olduğundan emin olmak gerekir.

Son işleme
Lehimlemenin nihai kalitesi, büyük ölçüde ön çalışmanın kalitesine bağlıdır.İyi zımparalanmış ve hazırlanmış kenarlar birbirine çok daha iyi kaynaklanır. Böylelikle çok iyi bir sonuç alınabilir.
Önemli! Alın kaynağı tek dikiş kullanılarak yapılmalıdır. Aksi takdirde bağlantının gücü ve dayanıklılığı minimum düzeyde olacaktır.








HDPE boruların soket kaynağı

Soket kaynağı
Soket kaynağının farklı bir prosedürü ve farklı bir malzeme seti vardır. İşi yapmak için, kesinlikle HDPE borular için bir lehim havyasına ve bir dizi nozüle ihtiyacınız olacak. Genellikle bu tür eklemlerde, köşeler ve eksantrikler gibi ek ekipman kullanılır. Ürünlerin uçlarının bağlantısı, fitingler takıldıktan sonra gerçekleştirilir.
Eser, birkaç metal parça içeren polipropilen borular için bir havya kullanıyor. Bu parçalar plastik agregaları ısıtır. Bunlardan biri bir mandreldir - armatürün içine yerleştirilen özel bir eleman. Diğeri olan manşon sitenin kendisini ısıtmaya yarar.
Kaplin kaynağı özel hazırlık gerektirir. Bağlantının kalitesini iyileştirmeye yardımcı olmak için bir dizi işlem yapmanız gerekir:
- İş parçaları kırpılmalı ve birbirine tam olarak zıt şekilde hizalanmalıdır.
- Kenarlar kir ve plastik artıklardan temizlenmelidir.
- Şu anda kullanımda olmayan borular tıkanmaları önlemek için tıkanmalıdır.
- Lehimleme cihazını geçmiş çalışmalardan kaynaklanan kir veya plastik kalıntılar açısından incelemek gerekir. Gerekirse temizleyin.
Tüm hazırlık çalışmalarını yaptıktan sonra gönül rahatlığı ile bu kaynak yönteminin uygulanmasına başlayabilirsiniz. Uygulama sırası:
- Birleştirilecek parçalar bir havya ile belli bir sıcaklığa kadar ısıtılır. Genellikle, cihazın kendisi, doğru zamanda ısıtmayı durdurmak için bir sinyal verecek olan bu sıcaklığı izler.
- Boru, manşona zorla sokulur ve bağlantı parçası mandrel üzerine itilir. Bu işlemleri gerçekleştirmek için genellikle oldukça fazla çaba gerekir. Parçaları sonuna kadar yerleştirmek gerekir.
- Fazla plastik sıkıştırılacak ve halka şeklinde bir boncuk oluşturacaktır.
- Daha sonra her iki parça da aletten çıkarılmalı ve birbirine sıkıca bağlanmalıdır.
- Tamamen soğuduktan sonra, boru hattını bağlamak için çalışmaya devam edebilirsiniz.
Önemli! Soğutma sırasında bağlantının tamamen kaldığından emin olmak gerekir. Bu aşamadaki herhangi bir darbe, bağlantının sıkılığını tehlikeye atabilir.
Lehimleme süresi, parçaların çapına bağlı olarak bu sürenin belirtildiği standartlarda bulunabilir.
Fitting bağlantısı
Boruyu bağlarken ve sadece parçalar dinlenene kadar bağlantı yaparken kuvvet uygulamak gerektiği de unutulmamalıdır. Etkilemeye devam ederseniz, gelecekte olumsuz sonuçlara neden olacak şekilde bağlantının bütünlüğünü bozabilirsiniz.
Kaynak ile montaj
İletişimin bu şekilde yerleştirilmesi aşağıdaki sırayla gerçekleşir:
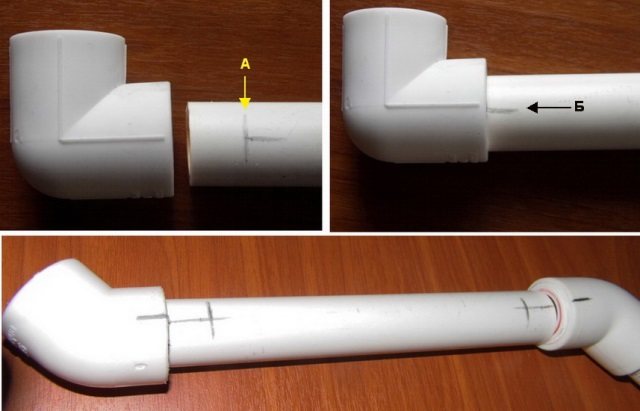
- Özel makas yardımı ile istenilen büyüklükte bir boru parçası kesildikten sonra 45 derecelik açıyla kenarından bir pah alınır. Mükemmel hale getirmek için bir boruyu 45 derecede nasıl keseceğinizi okuyun.
- Ürünün hazırlanan parçası havya nozuluna takılır, aynısı ikinci nozul üzerine yerleştirilen bağlantı rakoru ile yapılır.
- Daha sonra parçalar önceden belirlenmiş bir sıcaklığa, genellikle yaklaşık 270 dereceye kadar ısıtılır, ardından hızlı bir şekilde nozüllerden çıkarılır ve bağlanır.
- Ardından yerleştirme yeri birkaç dakika soğumalıdır. Zorla, bu prosedür yapılmamalıdır, çünkü bu, dikişin kalitesini en olumsuz şekilde etkileyecektir.
- Proje belgelerine göre, tüm PE boruları bağlantı parçaları ve ısıtma radyatörleri ile belirli bir sırayla bağlarken iletişim kurmak gerekir. Lehimleme, kalorifer kazanı çıkışında tamamlanır.
- Sistem suyla doldurulduktan sonra ısıtma ünitesi açılır. Tüm bağlantılar, sızıntılara karşı dikkatlice kontrol edilir. Her şey yolundaysa, kazan üzerindeki basınç ayarlanır ve radyatörlerden hava tahliye edilir.
Elektrofüzyon kaynağı

Elektrofüzyon kaynağı
Özel ekipman kullanımından oluşan özel bir soket kaynağı türü. Bu bağlantı, bitmiş yapının yüksek mukavemet ve dayanıklılığının elde edilmesine yardımcı olur. Yöntem, içinde halihazırda ısıtma elemanları bulunan elektrik bağlantılarının yardımıyla gerçekleştirilir.
Dahili ısıtma elemanlı armatürler kullanılabilir. Spiraller malzemeyi ısıtır ve esnek hale getirir. Daha sonra iki parça bir araya getirilir ve güvenilir bir monolitik bağlantı sağlanır.
Bu tür kaynak için kullanılan aletler çok daha pahalıdır, ancak işlevsel olarak çok daha iyidirler. Elektrofüzyon manşonlarının kullanılması, iç kısımda dairesel boncukların bulunmamasını sağlar ve iyi su geçişi sağlar. Diğer bir avantaj, bu yöntemin kaynak ekipmanının doğrudan kullanımını gerektirmemesidir. Bu, sıkışık koşullarda çalışma yapılmasına yardımcı olur.
Elektrofüzyon kaynak prosedürü:
- Birleştirilecek parçalar doğru yerlerde kesilir.
- Ürünlerin uçları ve elektrik bağlantısı kirlenmeden temizlenir.
- Kaplinin yerleştirme derinliğini belirlemeye yardımcı olmak için yüzeyde uygun işaretler bırakılmıştır.
- Teller yardımıyla elektromıknatıs kaynak ekipmanına bağlanır.
- Cihazda, ana kaynak, elemanları ısıtmaya başlayacak olan kaynağa başlamak için düğmeye basar.
- İşlem biter bitmez. Cihaz ısıtmayı kendi kendine kapatacaktır.
- Yaklaşık bir saat sonra bağlantı tamamen soğur ve devreye alınabilir.

Uç kapakları
Soğumayı önlemek için kaynak işlemine başlamadan önce kullanılmayan boruların uçlarını özel tapalarla kapatmak en iyisidir.
Kaynak sırasında parçaların rijit bir konumda tutulması önemlidir. Bu, özel tutucular veya sehpalar kullanılarak yapılabilir. Nihai kaynak 0,5 et kalınlığından daha kalın olmamalıdır.
Soket montajı
Yerli belgelerde soket lehimleme yapmak için herhangi bir standart bulamayacağınız unutulmamalıdır. Yalnızca Avrupa standartları DVS 2207-15'te açıklanmıştır. Adım adım talimat, HDPE borular kaplinlerle nasıl kaynaklanır:
- İşe başlamadan önce iletişim hazırlamanız gerekecek. Bunun için dış yüzey çeşitli kirleticilerden temizlenir: toz, yağ. Bu, nemli bir bez ve alkol solüsyonu veya özel bir karışım ile yapılabilir. Sıhhi tesisat mağazalarında satılmaktadır;
- Eklem sıraya konulduktan sonra. Tutturmanın yoğunluğu, kesimin düzgünlüğüne bağlıdır. Borunun ucu boyunca zımpara kağıdı ile yürümeli veya buruşuk bir gazete ile temizlemelisiniz. Boru bağlantısından sonra, HDPE 45 derecede 1 mm'lik bir pah oluşturmak için kesilir, bu sıkı bağlama için çok önemlidir; Fotoğraf - yerleştirme
- Ardından, kavrama kıvrımlarını takmanız gerekir. İki yarıya bölünmüştür: birincisi boruya konur (bu mandreldir) ve ikinci bölüm ikinciye yerleştirilir (bu manşondur). Manşonun takılmasına ancak alet ısıtıldıktan sonra başlanması gerektiği unutulmamalıdır; Fotoğraf - bağlantı
- Önceden ısıtılmış nozül, iletişime olabildiğince hızlı bir şekilde sokulur, ardından ikinci dal buna sokulur;
- Segmentleri çok dikkatli ama hızlı hareket ettirmeniz gerekir, aksi takdirde polietileni aşırı ısıtabilirsiniz. Her şey doğru yapılırsa, kaplinin altından sıvı plastik çıkmaya başlayacaktır.
Isıtma ve kaynağı bitirdikten sonra, manşonu çıkarmanız ve boruları sağlam bir yüzeye sabitlemeniz gerekir.
Flanşlarla çalışmak daha da kolaydır.Kurulum için dişli bağlantılardır. Buna göre, iletişimin bir ucunda, elemanın içine vidalandığı bir iplik kesilir ve üzerine bir boru yerleştirilir. Eklem, saç kurutma makinesi veya debriyaj ile ısıtılır.
Fotoğraf - PND flanşı
Gerekli ekipman ve aletler

Enstrümanlar
HDPE'den yapılmış lehim boruları, bir dizi özel cihaz kullanılmadan imkansızdır. Bu durumda en önemli şey kaynak makinesidir. Isıtma elemanı içeren özel bir cihazdır. Çeşitli ataşmanlar için tutucular bu elemandan ayrılır. Malzemeyi eritmek için kullanılan bu nozullardır.
Polietilen boruların alın kaynağı da özel ölçüm ve merkezleme bileşenleri gerektirir. Karşılıklı ürünlerin net bir şekilde sabitlenmesi için gereklidirler.
Genellikle evde yemek pişirme aletleri kullanılmaz. Endüstride olduğu kadar profesyonel tesisatçılar tarafından da kullanılırlar. Bunun nedeni, bu tür işlerin artan karmaşıklığı ve sızıntı riskidir. Ancak bazen bu tür işler elle yapılabilir. Sonuçta, basit kurallara uyarsanız, tüm riskler en aza indirilecektir.
Bir havya ile birlikte, iş için ihtiyacınız olabilir:
- rulet;
- profesyonel boru kesici;
- yüzeylerin yağdan arındırılması ve temizlenmesi için araçlar;
- işaret koymak için işaretçi.
Makas veya boru kesici genellikle bir havya ile birlikte gelir, bu nedenle muhtemelen ayrı olarak satın almanız gerekmeyecektir.
Soket kaynağı için, farklı boyutlarda ayrı bir bağlantı parçasına da ihtiyacınız olacaktır. Bunlar düz veya açılı kaplinler, kılavuzlar, dağıtıcılar veya tees olabilir.
Diğer boru lehimleme aletleri de bazen zanaatkarın işi olabildiğince verimli bir şekilde yapmasına yardımcı olmak için kullanılır.
Amaç

Boru hattı
Polietilen boruların kendin yap montajı, herhangi bir laymanın gücü dahilindedir. Önemli olan, üreticilerin talimatlarına uymaktır. Herhangi bir boru alırken, görünümüne bakın: malzemeye zarar vermeden temiz ve eşit şekilde renkli olmalıdır. Mekanik deformasyona veya çizilmelere izin verilmez.
Polietilen borular kullanılır:
- soğuk su tedarik sistemini kurarken;
- kanalizasyon inşaatı;
- drenaj ve olukta.
Sıcak su temini için veya ısıtma sisteminde polietilen borular kullanmayın - + 40 ° C'nin üzerindeki sıcaklıklara tolerans göstermezler. Ayrıca sıcaklığın + 5 ° C'nin altında olduğu odalarda bu tür boruların montajı ve çalıştırılması imkansızdır. Soğukta polietilen plastisitesini ve esnekliğini kaybeder, bu nedenle sıkılık bozulabilir.
Ulaşılması zor yerlerde polipropilen borular nasıl lehimlenir?

Ulaşılması zor yerlere
Ulaşılması zor kaynak noktaları tipik olarak tavan boşluklarını, köşelerdeki noktaları ve bağımsız lehim makinelerinin kurulamayacağı sınırlı alanları içerir.
Lehimleme makinesinin ağırlığını taşıyabilecek bir kanca kullanılarak sorun çözülebilir. Üzerinde bir alet asılır ve bu pozisyonda çalışma yapılır. Ayrıca, kısıtlı koşullarda elektrofüzyon bağlantıları yaygın olarak kullanılmaktadır. Kaynak yapılacak parçaların hemen yakınına bir kaynak makinesinin kurulmasını gerektirmezler. Cihaza tellerle bağlanan sadece HDPE boru lehimleme bağlantı parçaları kullanılmaktadır.
Kaynaklanacak borular birbirine çok yakınsa, uçların dönüşümlü ısıtma yöntemi kullanılır. İlk olarak, bir uç, gerekenden daha yüksek bir sıcaklığa ısıtılır. Ardından ikinci kısım olabildiğince hızlı ısınır.
Önemli! Bazen uzunluklarını değiştirmeden iki boruyu lehimlemek gerekir. Daha sonra, boruları farklı düzlemlerde lehimlemek ve ardından bunları bağlamak için döner bağlantı parçaları yardımcı olacaktır.
Köşelerde lehimleme, tüm ölçümlere daha fazla dikkat edilerek gerçekleştirilir. Sıvı akışının bozulmaması için burada dik bir açının korunması çok önemlidir. 90 derece dönme açısına sahip kaplinler kullanılmaktadır. Genel olarak, kaynak yöntemleri geleneksel düz bölüm ile aynıdır. Kaplin ve boruların aynı üreticiden satın alınması tavsiye edilir. Bu, lehimlenecek malzemelerin daha iyi eşleşmesini mümkün kılar.




Çapraz bağlı polietilenden yapılmış boruların montajının özellikleri

XLPE boruların montajı
Çapraz bağlı polietilenden yapılan ürünler, sıcak su boru hatlarında veya ısıtma sistemlerinde kullanılabilir. Elektron ışınlamasına maruz kalan yüksek yoğunluklu bir polimerdir. Etkileri altında, moleküler zincirler tek bir üç boyutlu yapı oluşturur.
Geleneksel polietilenden farklı olarak, bu malzeme aşırı sıcaklıklara ve basınçlara karşı oldukça dayanıklıdır. Mekanik stresin yokluğunda -120 ila + 120 ° C aralığında çalışabilir.
Borular iki şekilde kurulur:
- sıkıştırma rakorları;
- plastik borular için pres bağlantı parçaları kullanarak.
İlk durumda, kendi ellerinizle monte ederken özel aletlere gerek yoktur. İhtiyacınız olan tek şey plastik budayıcı ve iki anahtardır.
Prosedür:
- Serbest uca doğru bir vida dişi ile borunun bir ucuna bir kıvrım somunu vidalanır.
- Daha sonra yarıklı halka takılır ve boru bağlantıya tamamen itilir.
- Sıkma somunu bir anahtarla sıkılır.
Pres bağlantı parçaları veya pres bağlantı parçaları tek parçadır ve bir pres aleti gerektirir.
Montaj sırasında:
- Boruya kelepçeleme manşonu takılır.
- Borunun sonuna kadar ilgili çapta bir genişletici yerleştirin.
- Genişletme kolları sorunsuz bir şekilde aşağı indirilir ve birkaç saniye sabitlenir.
- Bağlantı parçası sonuna kadar sürülür.
- Manşon bir el veya hidrolik pres ile bastırılır.
Genellikle polietilen boruların montajına dahil oluyorsunuz ve bağlantılarının tüm inceliklerini biliyorsunuz. Makaleye yorum bırakarak bilginizi okuyucularımızla paylaşın.