Tenekeden bir boru nasıl yapılır - kendin yap teneke borular
Ev inşaatçıları, sorunları çözmek için en bütçe seçeneklerini bulmaya çalışır. Bu nedenle, kendi ellerinizle teneke bir borunun nasıl yapılacağı sorusu birçok amatör zanaatkar için geçerlidir. Sonuçta, kalaydan yapılmış ev yapımı boru şeklindeki bir ürün, özel mağazalardaki raflarda bulunan oluklar veya muhafazalarla oldukça benzer olabilir.

Bu nedenle fabrika ürünleri gibi özelliklere sahip olan kalay boru yapma süreci hakkında daha fazla bilgi edinmeniz gerekiyor.


Kaynak malzemenin özellikleri
Bir metal levhadan boru yapmaya başlamadan önce, borunun yapılacağı malzeme ve özellikleri hakkında bilgi sahibi olmalısınız. Öncelikle, bunların haddeleme tipi ürünler olduğunu, diğer bir deyişle kalay, bir haddehanenin merdanelerinden geçen ve 0.1-0.7 mm kalınlığa sahip bir çelik sac olduğunu söylemeye değer.
Haddeleme işlemlerine ek olarak, teneke üretim teknolojisi, bitmiş haddelenmiş ürünlerin aşındırıcı süreçlerin oluşumundan işlenmesini ifade eder. Bunu yapmak için, haddelemeden sonra çeliğe korozyona maruz kalmayan bir malzeme tabakası uygulanır.

Yapılan işlemlerin sonucu, genişliği 512 ila 1000 mm arasında değişebilen, krom veya çinko kaplamalı bir çelik sacdır. Bitmiş ürün plastiktir, bu nedenle teneke kolayca kullanılabilir. Bu durumda, haddelenmiş takviyeler, çelik ürünlerle mukavemet açısından karşılaştırılabilir. Bu, karmaşık tasarımlı ürünlerin imalatında sac metal kullanımına izin verir.
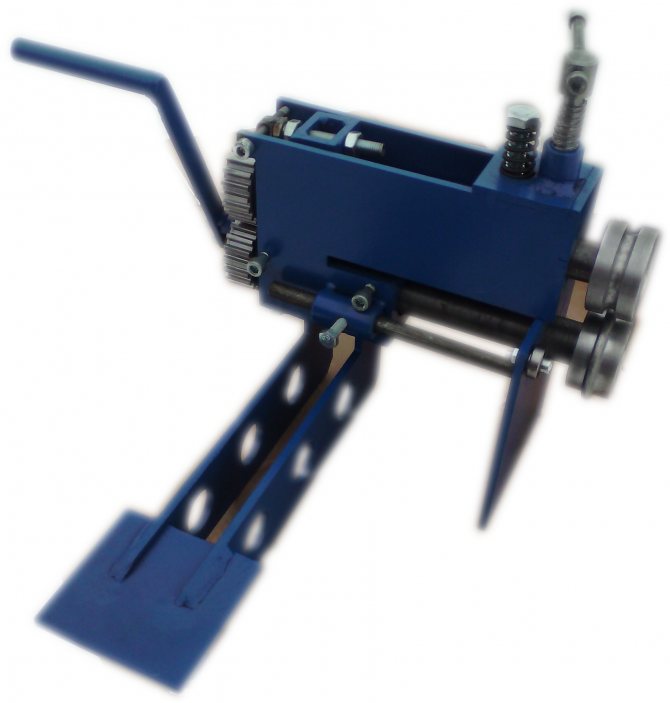
Oluk Açma Makinesi | PKP STANBOX
Galvanizli çelik drenaj borularının imalatı için eksiksiz bir set üretiyoruz. Ayrıca bu makinelerde dirsekler, huniler ve drenaj sisteminin diğer elemanlarını galvanizden yapabilirsiniz. Ek olarak, bacaların, havalandırma elemanlarının, ısıtma şebekesinin yalıtım kabuklarının muhafazalarının imalatında bir dizi makine kullanılır.
İşin kısa açıklaması:
- Kat bükücüsünde, yaslanmış katlamayı büküyoruz
- Silindirleri kullanarak gelecekteki borunun silindirini yuvarlıyoruz
- Önceden elde edilen katlamayı oturtuyoruz ve dikiş makinesi onu kapalı bir dikiş durumuna yuvarlıyoruz
- Bir havşa açma makinesi, sertleştiricileri yuvarlamanıza, daraltmanıza (oluklu) ve hunileri ve bir dizini monte etmek için sırtlar oluşturmanıza olanak sağlar.
Katlama makinesi

Devasa menteşeler ve ağır bir bükme kirişi, iniş borusundaki dikiş kalitesinin bağlı olduğu yivin düzgün ve hassas bir şekilde bükülmesini mümkün kılar. Tüm katlanır bükücüler, aşınmalarını önemli ölçüde azaltan 09g2s çelikten yapılmıştır. Ayrıca makine, oluğun nervürlerini ve ayrıca drenaj elemanlarının imalatında diğer sabitleme elemanlarını bükmek için kullanılır.
Manuel silindirler

Haddelenmiş borunun kolayca çıkarılması için yana geri çekilmiş bir konsol üst şaftı olan boruları ve diğer oluk elemanlarını yuvarlayan bir makine. Bu serinin merdaneleri, şaftların hızlı hareket mekaniğine sahiptir, bu da makinede çalışma hızını arttırır ve makinenin bir tarafında bulunan kontroller işi basitleştirerek verimliliği arttırır.
Katlanır konsol

Tortul, hızlı çalışmaya izin verir, çünkü kelepçe, kolun bir hareketiyle - eksantrik ile gerçekleştirilir. Üst gövdenin özel tasarımı, metal üzerinde yeterli basıncı ve rahatsız edici dikişin tam olarak sıkılığını garanti eder. Ek olarak, 180 derece bükülmüş (güçlendirilmiş kenar) tabakanın kenarını dikmek için dikiş dikişi kullanılabilir.
Manuel katlama makinesi
Drenaj sisteminin tüm elemanlarında boncuk işlemlerini gerçekleştirmek için tam bir silindir setiyle (flanş, sertleştirme nervürü ve oluk) manuel boncuklama. Ayrıca metal kesmek için silindirler sipariş edebilir ve sac kesici olarak bir zigmachine kullanabilirsiniz - dairesel kesici.
Tüm makinelerimizde, sürekli yağlama ihtiyacını ortadan kaldıran, geri tepmeyi ortadan kaldıran ve makine ömrü boyunca kolay dönmeyi garanti eden rulmanlar üzerinde dönen sürtünmeye yatkın tertibatlar (mil muyluları, makaralar, hareketli eksantrikler vb.) Yapılır.
E-posta ile donatılmış makineleri de sipariş edebilirsiniz. mekanik tahrik.
Genellikle makineler her zaman mevcuttur ve atölyeden gönderilir. Lütfen iletişime geçin, size eksiksiz bir set için çeşitli seçenekleri göstereceğiz.
valci.ru
Gerekli araçlar
Galvanizli baca borularını kendi ellerinizle yapmak için gerekli alet ve cihazların listesi, kalay özelliklerinden, özellikle yumuşaklık ve plastisiteden kaynaklanmaktadır. Bu tür malzemelerin işlenmesi, levha malzemelerle çalışmak için gerekli olan özel çabaların uygulanmasını gerektirmez.
Bu nedenle, bir baca için teneke boru üretiminde aşağıdaki aletler gereklidir:
- Metal kesmek için makaslar. Bu alet, en büyük sac kalınlığı 0,7 mm'ye ulaştığı için sac malzemenin istenen parçalara kolayca kesilmesine yardımcı olur.
- Yumuşak başlı çekiç. Yumuşak kauçuk saplı bir tahta tokmak, tokmak veya çelik bir alet de kullanabilirsiniz. Bununla birlikte, ikinci seçenek çok dikkatli kullanılır veya hiç alınmaz, çünkü ince bir kalay tabakasının deformasyonuna neden olabilir ve tüm işi mahvedebilir.
- Penseler. Bu aletin yardımıyla, kalaydan yapılmış bir borunun nasıl büküleceği sorusunu çözüyorlar, çünkü çelik, ince olmasına rağmen, bu nedenle ellerinizle bükmek imkansız.
- Hazırlama masası. Bu cihaz, malzeme keserken ve işaretler uygularken gereklidir.
- Kalibrasyon elemanı. Çapı 10 santimetreden fazla olan boru şeklindeki bir ürünün yanı sıra 7,5 santimetrelik kenarlara sahip bir köşe olabilir. Alın ekleminin perçinlenmesi yüzeylerinde yapılacağından, bu elemanlar iyi sabitlenmelidir.
Bu aletlere ek olarak, bir cetvel veya şerit metre ve keskin kenarlı çelik bir çubuk olan bir işaretleyici hazırlamalısınız.
Aşama III. Drenaj elemanları hazırlıyoruz
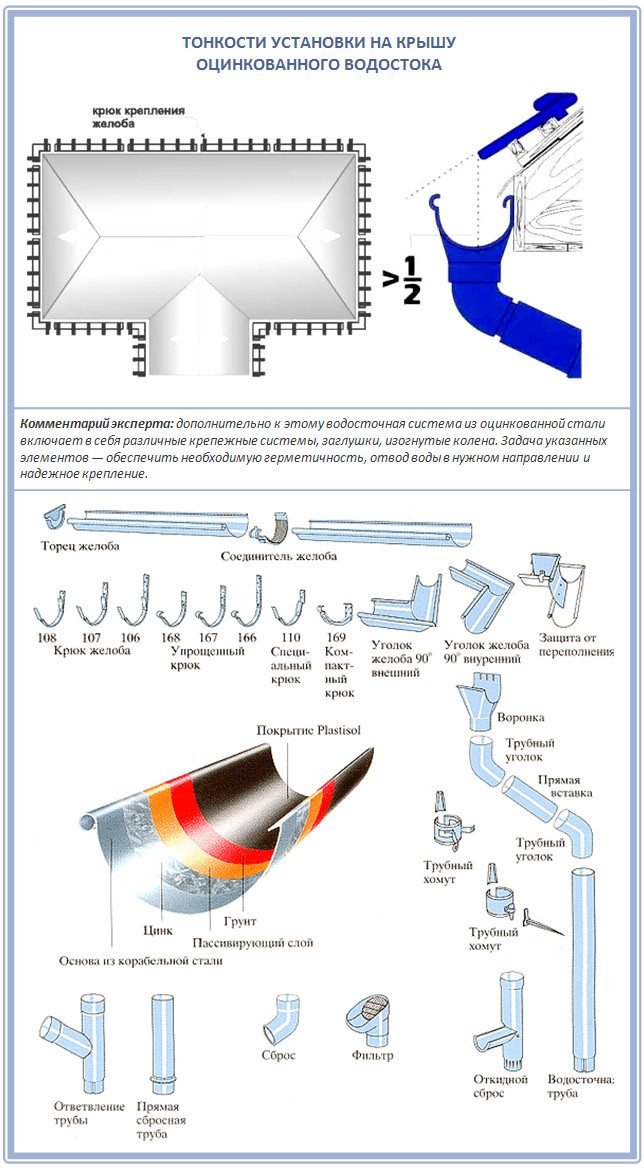
Öyleyse, şimdi galvanizli bir sac almaya karar verirseniz ve eviniz için kendiniz bir drenaj inşa etmeye karar verelim. Galvanizli çelikle çalışmak zor değildir, çünkü koruyucu tabakası aşınmaya ve hasara karşı yeterince dayanıklıdır, bu nedenle bu tür parçalar kolayca bükülebilir ve hatta darbelere maruz kalabilir. Önemli olan, çalışma sırasında derin çiziklerden kaçınmak, hepsi bu.
Endüstriyel galvanizli olukları kesmenin en kolay yolu, ince dişli bir eğe - demir testeresi veya özel bir metal testeredir. Küçük delikler açmak için özel metal makas kullanın. Ancak burada bir nokta var: galvanizli oluklar için taşlama makinesi gibi açılı taşlama makinesi kullanamazsınız, çünkü çeliği ısıtır ve galvaniz kaplamayı yok eder.
Boşluklar önceden yapılmalıdır - bunlar tüm oluk elemanları için şablonlardır. Örneğin, bir huni için bu bir halkanın bir parçasıdır ve bir boru için bir dikdörtgendir. Üstelik tüm bunlarla kendi başınıza kolaylıkla başa çıkabilirsiniz, endüstriyel veya ev yapımı makineler, süreci sizin için sadece biraz daha kolaylaştıracaktır. Bugün, bu iş için oldukça çeşitli bir bükme ekipmanı satın alabilirsiniz, örneğin, silindir levha bükücüler veya bir bükme makinesi veya hatta haddeleme kirişleri:
Yapmanız gereken öğeler şunlardır:
Ya da kendinizi küçük bir kır evi veya bahçe binası için yaşama hakkına sahip olan bu kadar ustaca basit bir seçenekle sınırlandırın:

Ve bu malzemeden yüksek kaliteli bir drenaj sistemi yapmak için çok fazla şeye ihtiyacınız yok:
- yaklaşık 0,7 mm kalınlığında galvanizli demir saclar;
- sıradan metal makaslar;
- çekiç, tokmak ve pense.
Tüm kapalı galvanizli oluk ürünlerini bir ek yeri ile yapın. Bu, kıvrımların bağlandığı bir kilittir ve yeterince sıkıdır. Bunu yapmanın en kolay yolu, kenarlarda basit bir düzen ve iki kat ile tek bir katlama yapmak olacaktır. Daha karmaşık bir şey yapmak istiyorsanız, kıvrımları zıt yönlere yönlendirin. İniş boruları için dikiş genişliği 4 ila 10 mm olan bir dikiş yeterlidir, bu nedenle tüm süreci karmaşıklaştırmayın. Bu arada, neredeyse tüm galvanizli oluklar katlanmış yöntemle birbirine bağlanır. Bu nedenle, herhangi bir eğim, açı ve konfigürasyonda güvenle köşeler ve tişler yapabilirsiniz.
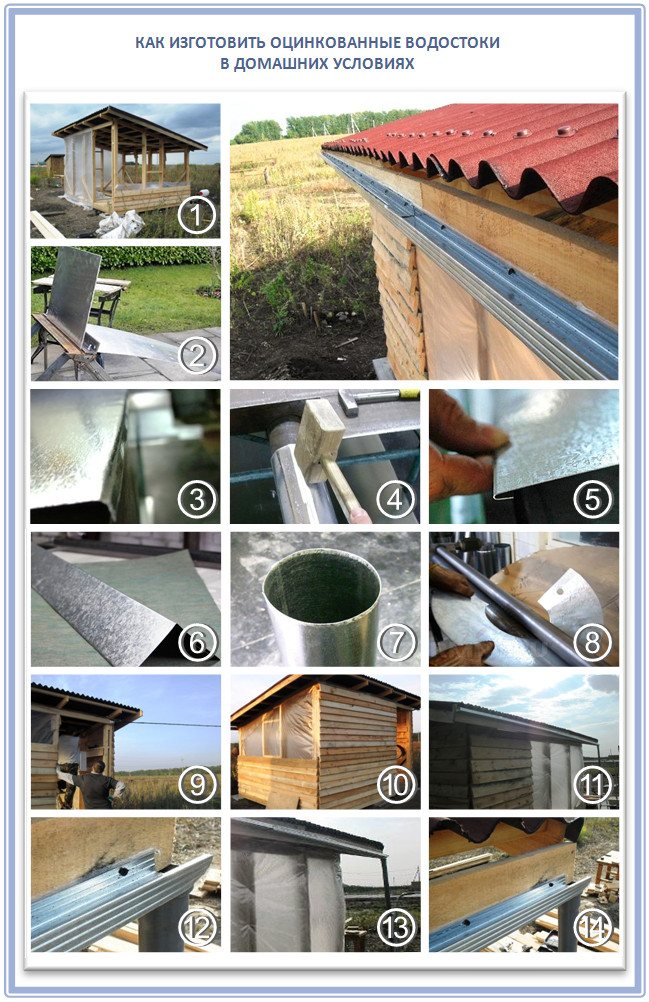
Galvanizli oluk elemanları yapmak için en popüler yöntemlerden biri:
- Adım 1. Galvanizli sacın kendisini dikkatlice düşünün: düzgün, düzgün bir yüzeye ve işlenmiş kenarlara sahip olmalıdır. Ve gelecekteki drenaj sisteminizin projesini yapmaya başladığınızda, ihtiyacınız olan tüm unsurları ayrı ayrı özetleyin. Bundan sonra, galvanizli levhayı sert bir yüzeye koyun ve keskin bir nesneyle gelecekteki parçanın bir modelini çizin.
- Adım 2. Bir boru yapmak için çalışıyorsanız, desenin genişliği ürünün gelecekteki çapına ve dikiş için her iki tarafta 12 santimetreye eşit olmalıdır. Ayrıca drenajın uzunluğunu birkaç santimetre artırın. Şimdi, metal makasla iş parçasını kesin, katın kıvrımını çizin ve kenarları bir tokmakla bükün. Bunun için sadece yarım santimetre yeterli olacaktır.
- Adım 3. İş parçanıza bir alt borunun şeklini vermek kolay olacaktır: sadece istenen şekle sahip bir nesnenin, örneğin plastik bir boruya sarın.
- Adım 4. Şimdi olukları ve boruları metal bir demir testeresi ile kesin. Tüm çapaklar basit bir dosya ile iyice temizlenmelidir, aksi takdirde drenaj bağlantılarının sızdırmazlığını engelleyecektir.
- Adım 5. Şeritlerin kenarlarını çelik bir köşeye sarın, ardından sacı yuvarlayın ve bir çekiçle sabitleyin.
- Adım 6. Şimdi L şeklinde bir katlama yapın ve kenarı kilide kancalayın. Kenarlara bir çekiçle vurarak bu kenarı sabitleyin. Tenekenin keskin kenarlarından zarar görmemek veya kesmemek için tüm önlemleri almanız yeterlidir.
İşte basit bir galvanizli çelik oluk için de güzel bir örnek:
Karşılaşmanız gereken tek zorluk, kendi kendine yapılan unsurların birbirine kenetlenmesidir. Bunu yapmak için, kıvrılmadan önce yaprağın kısa kenarını birkaç milimetre inceltilecek şekilde hafifçe düzeltin.
İşte bu materyalle çalışmak için başka bir pratik talimat:
- Adım 1. Boru için, bir tarafta 3,40 metrede ve diğerinde 3,30 metrede, düz bir tabakadan bir boşluk kesmeniz gerekir.
- Adım 2. Şimdi her iki tarafta da boru için dikişler yapıyoruz. Bunu yapmak için, metal bir köşede, yaprakçıkların kenarlarını bir tokmakla 7 mm bükün ve 90 derecelik bir açıyla birbirinden farklı yönlerde bükün.
- Adım 3. İş parçasını bükülmüş köşeler yukarı bakacak şekilde çevirin ve bu açıyı 130-150 dereceye çıkarmak için bir tokmak kullanın.
- Adım 4. Sonuç olarak, iş parçanız köşeden yalnızca 1 cm dışarı çıkmalı ve tüm köşesi boyunca bir tokmakla ona vurmalıdır. Bu grevleri güçlü ve kendinden emin olmaları için yapın. Çekiçiniz tam olarak köşe düzleminde durmalı ve aynı zamanda dikişe zarar vermemek için sağa veya sola sapmamalıdır.
- Adım 5. Şimdi iş parçasını başka bir borunun etrafına sıkıştırıyoruz ve dikişleri birleştiriyoruz. Bundan sonra, iş parçasına yapışma noktasında köşeler tamamen geçene kadar bir tokmakla vurulur.
- Adım 6. Bitmiş borunuzu ayrı parçalar halinde kesmek size en sıradan konserve açıcı yardımcı olacaktır, işin garibi. Sadece kestikten sonra kenarları temizleyin.
Her şeyi doğru yaptıysanız, parçalarınız fabrika yapımı olanlar da dahil olmak üzere oluk sisteminin diğer unsurlarına kolayca uymalıdır.
Hazırlık aşaması
İlk olarak, yarı mamul ürünün kesileceği teneke levhaya işaretler uygulanır. Başka bir deyişle, gerekli parça, gelecekteki borunun konturunun oluşturulacağı belirli bir metal sacdan kesilir. Markalama işlemi şu şekilde gerçekleştirilir: teneke bir tezgah üzerine serilir ve üst kenardan borunun uzunluğuna eşit bir segment ölçülür. Burada bir işaretleyici tarafından bir işaret yapılır.

Daha sonra, bir kare kullanarak, bu işaret boyunca yan kenara dik bir çizgi çizilir. Şimdi bu çizgi boyunca borunun çevresi, aynı şey üst kenar boyunca yapılır. Aynı zamanda, birleştirme kenarlarını oluşturmak için her iki kenar boyunca yaklaşık 1.5 cm eklenir. Üst ve alt işaretler bağlanır ve iş parçası kesilir.
Çevreyi belirlemek için bir şerit metre kullanabilir veya okulun geometri kursunu hatırlayabilirsiniz.
Tenekeden bir boru gövdesi nasıl yapılır
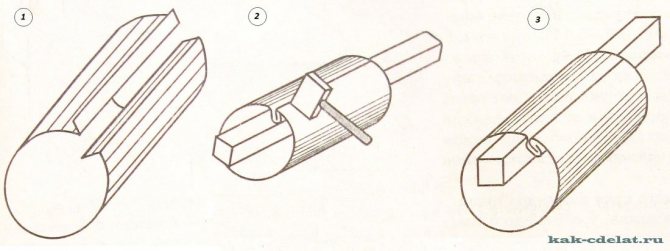
Bu aşamanın amacı borunun profilini oluşturmaktır. İş parçasının uzunluğu boyunca, kıvrımların büküleceği alt ve üstte bir çizgi çizilir. Bu durumda, bir tarafta 5 mm ve diğer tarafta 10 mm ölçülür. Kıvrımlar 90 0 açıyla bükülmelidir. Bunu yapmak için, iş parçası, katlama çizgisini köşenin kenarı ile hizalayarak çelik bir köşeye yerleştirilir. Kenara bir tokmakla vurarak, köşenin dik tarafına doğru bükün.
Ürünün tüm uzunluğu boyunca bir çekiçle geçerek kademeli olarak bükülmesi tavsiye edilir. Bu durumda pense ile bükmeye başlayabilirsiniz.

Şimdi, boyutu 10 mm olan katlamada, bir tür G harfi oluşturmak için bir kat daha yapılır. Katlamayı katlama işleminde, üst katın iş parçasına paralel olmasını sağlamanız gerekir ve uzunluğu 5 milimetredir. Bu nedenle, bir katlama çizgisi çizerken, bir tarafta bir kez 0,5 cm ve diğer tarafta iki kez 0,5 cm ölçün.
Galvanizli tabanın sabitlenmesi
Taban imalatında ana malzeme galvaniz saç olacaktır. En uygun seçenek, tekne iskeletinin boyutları için uygun bir levha uzunluğu olacaktır. Bu büyüklükte demir satın almak mümkün değilse, o zaman iki çarşaf alabilirsin, ancak teknenin yapımı sırasında bazı zorluklar ortaya çıkabilir. Bu tür işleri yaparken ana eylemler şunlardır:
- Teknenin alt kısmı boyunca bir parça galvanizli çelik kesin. Bunu yapmak için, kontur bir işaretleyici ile özetlenebilir ve kesilebilir.
- Kenarların alt kısımlarına düz bir çizgi ile dolgu macunu uygulayın, üzerine özel bir iplik döşenir. Ne biri ne de diğeri yoksa, o zaman her şey boya ve çekme ile değiştirilebilir. Bu eylemler teknenin sızıntı yapmasını önleyecektir.
- Üstüne galvaniz koyduk.
- Kendinden kılavuzlu vidalarla bir baskı rondelası veya çivilerle (1.8x32) sabitliyoruz. Ortadan kenarlara sabitlemeye başlamalısın. Ciltler arası mesafe yaklaşık 2-5 cm'dir.
- Sarkan, galvanizli demir kesilir ve bir çekiçle vurulur.
- Sonra burnu güçlendirmen gerekiyor. Bunu da teneke yardımıyla yapıyoruz.
Okumanızı tavsiye ederiz: Pilot teknenin özellikleri nelerdir?

Daha fazla çalışma, teknenin cilalanması ve kurutulmasından ibarettir. Kurutma her zaman gölgede yapılır. Dilerseniz altını korozyondan koruyabilirsiniz, birkaç kat yağlı boya ile kaplanır.
YouTube bir hatayla yanıt verdi: Günlük Sınır Aşıldı. Kota, Pasifik Saatine (PT) gece yarısında sıfırlanacaktır. API Konsolunda kota kullanımınızı izleyebilir ve sınırları ayarlayabilirsiniz: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
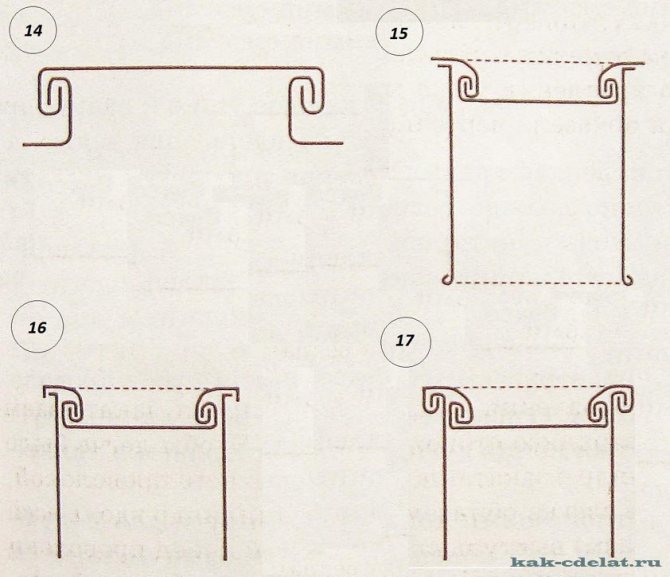
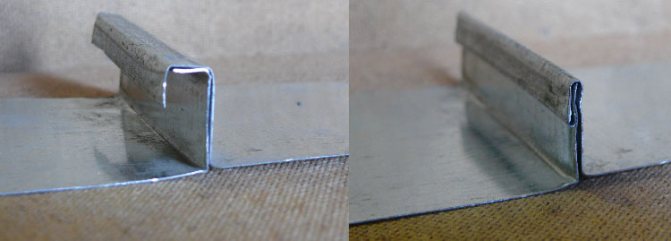
Dikiş ekleminin işlenmesi
Son aşama, popo dikişinin işlenmesini, yani kıvrılmasını içerir. Bunu yapmak için, L şeklindeki katlamanın üst kısmı, diğer katın kenarını sararak aşağı katlanır. Sonuç, boruya dik bir tür sandviç olmalıdır. Alın kaynağı elde etmek için sandviçi ürüne bastırmanız gerekir.

Daha fazla güvenilirlik için, alın dikişi perçinlerle güçlendirilmiştir. Bununla birlikte, bu birleştirme yöntemini kullanarak kalaydan yapılmış kendin yap borular ek takviye gerektirmez.
Tenekeden bir boru nasıl yapılır - kendin yap teneke borular
Ev inşaatçıları, sorunları çözmek için en bütçe seçeneklerini bulmaya çalışır. Bu nedenle, kendi ellerinizle teneke bir borunun nasıl yapılacağı sorusu birçok amatör zanaatkar için geçerlidir. Sonuçta, kalaydan yapılmış ev yapımı boru şeklindeki bir ürün, özel mağazalardaki raflarda bulunan oluklar veya muhafazalarla oldukça benzer olabilir.
Bu nedenle fabrika ürünleri gibi özelliklere sahip olan kalay boru yapma süreci hakkında daha fazla bilgi edinmeniz gerekiyor.
Kaynak malzemenin özellikleri
Bir metal levhadan boru yapmaya başlamadan önce, borunun yapılacağı malzeme ve özellikleri hakkında bilgi sahibi olmalısınız. Öncelikle, bunların haddeleme tipi ürünler olduğunu, diğer bir deyişle kalay, bir haddehanenin merdanelerinden geçen ve 0.1-0.7 mm kalınlığa sahip bir çelik sac olduğunu söylemeye değer.
Haddeleme işlemlerine ek olarak, teneke üretim teknolojisi, bitmiş haddelenmiş ürünlerin aşındırıcı süreçlerin oluşumundan işlenmesini ifade eder. Bunu yapmak için, haddelemeden sonra çeliğe korozyona maruz kalmayan bir malzeme tabakası uygulanır.
Yapılan işlemlerin sonucu, genişliği 512 ila 1000 mm arasında değişebilen, krom veya çinko kaplamalı bir çelik sacdır. Bitmiş ürün plastiktir, bu nedenle teneke kolayca kullanılabilir. Bu durumda, haddelenmiş takviyeler, çelik ürünlerle mukavemet açısından karşılaştırılabilir. Bu, karmaşık tasarımlı ürünlerin imalatında sac metal kullanımına izin verir.
Üretimde ve evde profil borular için haddeleme makinesi + video
Metal yapılar, mukavemetleri nedeniyle her zaman çok popülerdir, bunun sonucunda bir profil borusu için bir haddeleme makinesi herhangi bir tesiste boşta durmaz ve evde de zarar görmez.
1 Şekilli bir borunun üretimi için bir haddehane nedir
Güzel ve modern bir raf ünitesi, alüminyum bir merdiven, banliyö ekonomisinde bir sera, kapının üzerinde bir vizör - bunların hepsi çoğunlukla metal profillerden yapılır. Dairesel borulardan bahsetmeden dikdörtgen (kare dahil), çokgen ve oval olabilirler. Bu çelik ve alüminyum ürünler özel haddehanelerde üretilmektedir. Enine kesit şekli ve kalibresine bakılmaksızın, profillerin üretimi tam bir döngüde, yani hammaddeden bitmiş ürünlere veya sadece geleneksel bir yuvarlak borunun soğuk kıvrılmasıyla gerçekleştirilebilir.
Kendinizi tanımanızı tavsiye ederiz
Külçelerden veya hatta ön dökümden ürün oluşturma teknolojisi, iş parçasının birkaç işleme aşamasından geçtiği büyük endüstriyel hatlarda gerçekleştirilir. Bu tür üretimde, döküm ve haddehaneler, tersinir tek ayaklı veya çok ayaklı, sürekli hatların yanı sıra soğuk haddehaneler yer alır. Yukarıdaki birimlerin tümü veya yalnızca bir kısmı tek bir endüstriyel komplekse dahil olabilir. Teknolojik sürecin başında döküm sağlanmıyorsa hammadde olarak metal külçeler kullanılmaktadır.
Birçok metal yapı özel bir mukavemet gerektirmez ve bunlar için profillerin yüksek derecede elastikiyet veya yüksek gerilme mukavemeti gibi önceden belirlenmiş özelliklerle yapılması gerekmez. Bu durumda dairesel bir borudan merdaneler halinde soğuk haddeleme ile çelik ve alüminyum ürünleri üretmek yeterli olacaktır. Küçük bir odaya benzer bir hat monte edilebilir ve küçük boyutlu ürünler için, banliyö bölgesindeki bir ev atölyesine ayrı bir değirmen kolayca kurulabilir. Önemli olan, yakınlarda yaşam alanı olmamasıdır, çünkü sıkıştırma yoluyla metal işlemeden kaynaklanan gürültü oldukça güçlüdür.
2 Profil boru haddeleme makinesi nasıl çalışır?
Bitmiş bir profile dönüştürmeden önce bir iş parçasını işlemenin farklı sıralarını ele alalım.Kalın duvarlı bir kütüğün sürekli santrifüj dökümü için makineden hemen sonra, kalıba girerken içi boş bir döküm silindiri oluşturmaya başlayan merdaneli bir değirmen kurulduğunda döküm ve haddeleme işlemine başlayalım. Bu teknoloji, ürünün yüksek bir artık sıcaklığının kullanılmasını sağlar. Bu tür hatlar, iş parçalarının daha fazla, daha doğru haddeleme için çıktığı ve mekanik makas veya testerelerle gerekli boyutta önceden kesilmiş olan çiçeklenme hatları olarak adlandırılır.
Kesintisiz şekilli boruların üretimi için sürekli bir haddeleme makinesi, boyutları çizimlerde önceden girilmiş olan bir külçe veya çelik dairenin içine hammadde olarak beslendiği birkaç birimden oluşan bir hattır. Bir delici değirmen üzerinde çapraz sarmal merdaneler kullanarak, iş parçasında bir boşluk yaratılır ve bunun sonucunda bir ara ürün - bir manşon elde edilir. Şekilli bir değirmen üzerinde aralıklı periyodik harici çalışan bir kalibrasyon mandreli üzerindeki bir nozül vasıtasıyla içinde homojen bir iç çap oluşturulur.
Boru yapmanın başka bir yöntemi, bunları metal bir şeritten fırınlamaktır. Başlangıçta bir rulo haline getirilir, üretim hattına girdikten sonra çözülür, teknik sürece dahil olan bir öncekinin sonuna kaynaklanır ve gazlı fırın vasıtasıyla değirmene gönderilir. Burada bant, her bir çifti bir ölçü ile birleştirilen 12 rulodan geçerek bir tüpe sarılır. Dönüşlerin kenarları birleştirildiğinde fırın içinde 1350 dereceye kadar ısıtılan metal kendi kendine kaynaklanır. Mekanik testereler, bitmiş ürünü, kalibre edilerek bir sonraki değirmene gönderilen parçalara bölerek istenen profil oluşana kadar duvarları kıran merdaneler ile yapılır.
En basit seçenek, hazır yuvarlak borulardan soğuk haddelenmiş ürünlerdir. Aslında, bu, önceden açıklanan teknik sürecin ayrı olarak dahil edilen son aşamasıdır, tek fark, halka şeklinde kesilmiş hazır metal boruların başlangıçta hammadde olarak satın alınmasıdır. Uygun girinti şekline sahip rulolar, her sıra ters yönde dönecek şekilde çiftler halinde sıralar halinde monte edilir. Genel olarak, böyle bir ünite az yer kaplar ve en küçük modeller bir ev atölyesine kurulabilir.
Bir haddehane için, her şeyden önce, ağır bir çalışma tezgahına veya doğrudan bir beton zemine cıvatalanmış güvenilir bir tabana ihtiyacınız vardır, böylece mekanizma çalışma sırasında hareket etmez.
Gerekli araçlar
Galvanizli baca borularını kendi ellerinizle yapmak için gerekli alet ve cihazların listesi, kalay özelliklerinden, özellikle yumuşaklık ve plastisiteden kaynaklanmaktadır. Bu tür malzemelerin işlenmesi, levha malzemelerle çalışmak için gerekli olan özel çabaların uygulanmasını gerektirmez.
Bu nedenle, bir baca için teneke boru üretiminde aşağıdaki aletler gereklidir:
- Metal kesmek için makaslar. Bu alet, en büyük sac kalınlığı 0,7 mm'ye ulaştığı için sac malzemenin istenen parçalara kolayca kesilmesine yardımcı olur.
- Yumuşak başlı çekiç. Yumuşak kauçuk saplı bir tahta tokmak, tokmak veya çelik bir alet de kullanabilirsiniz. Bununla birlikte, ikinci seçenek çok dikkatli kullanılır veya hiç alınmaz, çünkü ince bir kalay tabakasının deformasyonuna neden olabilir ve tüm işi mahvedebilir.
- Penseler. Bu aletin yardımıyla, kalaydan yapılmış bir borunun nasıl büküleceği sorusunu çözüyorlar, çünkü çelik, ince olmasına rağmen, bu nedenle ellerinizle bükmek imkansız.
- Hazırlama masası. Bu cihaz, malzeme keserken ve işaretler uygularken gereklidir.
- Kalibrasyon elemanı. Çapı 10 santimetreden fazla olan boru şeklindeki bir ürünün yanı sıra 7,5 santimetrelik kenarlara sahip bir köşe olabilir.Alın ekleminin perçinlenmesi yüzeylerinde yapılacağından, bu elemanlar iyi sabitlenmelidir.
Bu aletlere ek olarak, bir cetvel veya şerit metre ve keskin kenarlı çelik bir çubuk olan bir işaretleyici hazırlamalısınız.
Hazırlık aşaması
İlk olarak, yarı mamul ürünün kesileceği teneke levhaya işaretler uygulanır. Başka bir deyişle, gerekli parça, gelecekteki borunun konturunun oluşturulacağı belirli bir metal sacdan kesilir. Markalama işlemi şu şekilde gerçekleştirilir: teneke bir tezgah üzerine serilir ve üst kenardan borunun uzunluğuna eşit bir segment ölçülür. Burada bir işaretleyici tarafından bir işaret yapılır.
Daha sonra, bir kare kullanarak, bu işaret boyunca yan kenara dik bir çizgi çizilir. Şimdi bu çizgi boyunca borunun çevresi, aynı şey üst kenar boyunca yapılır. Aynı zamanda, birleştirme kenarlarını oluşturmak için her iki kenar boyunca yaklaşık 1.5 cm eklenir. Üst ve alt işaretler bağlanır ve iş parçası kesilir.
Tenekeden bir boru gövdesi nasıl yapılır
Bu aşamanın amacı borunun profilini oluşturmaktır. İş parçasının uzunluğu boyunca, kıvrımların büküleceği alt ve üstte bir çizgi çizilir. Bu durumda, bir tarafta 5 mm ve diğer tarafta 10 mm ölçülür. Kıvrımlar 90 0 açıyla bükülmelidir. Bunu yapmak için, iş parçası, katlama çizgisini köşenin kenarı ile hizalayarak çelik bir köşeye yerleştirilir. Kenara bir tokmakla vurarak, köşenin dik tarafına doğru bükün.
Ürünün tüm uzunluğu boyunca bir çekiçle geçerek kademeli olarak bükülmesi tavsiye edilir. Bu durumda pense ile bükmeye başlayabilirsiniz.
Şimdi, boyutu 10 mm olan katlamada, bir tür G harfi oluşturmak için bir kat daha yapılır. Katlamayı katlama işleminde, üst katın iş parçasına paralel olmasını sağlamanız gerekir ve uzunluğu 5 milimetredir. Bu nedenle, bir katlama çizgisi çizerken, bir tarafta bir kez 0,5 cm ve diğer tarafta iki kez 0,5 cm ölçün.
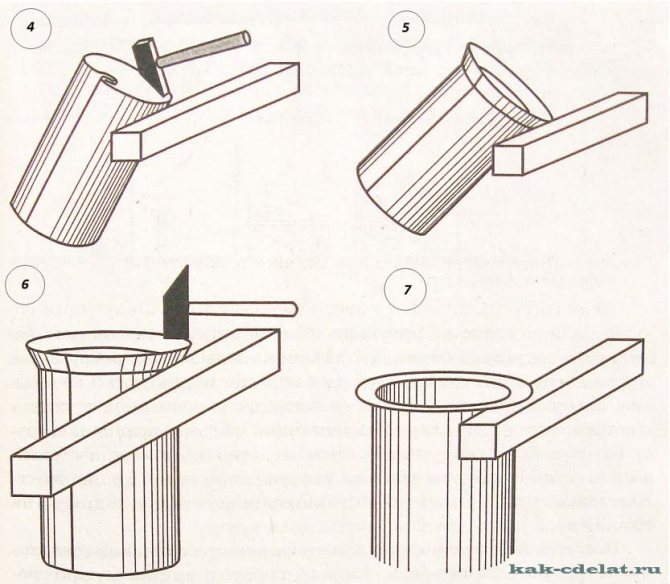
Kıvrımların oluşumunu tamamladıktan sonra, boru gövdesinin oluşumuna geçebilirsiniz. Bunun için, bir kalibrasyon elemanına boş bir tabaka yerleştirilir ve belirli bir şekle sahip bir profil elde etmek için bir tokmak veya başka bir uygun aletle vurulur. İş parçası önce bir U şeklini alır ve ardından yuvarlak hale gelir. Bu durumda kıvrımlar birbirine bağlanmalıdır.
baca ve boru bükme makineleri
Metal Master size çok çeşitli manuel baca makineleri sunar. Satılan ekipman güvenilirliği, işçiliği ve düşük maliyeti ile öne çıkıyor.
Uzun çalışmamız boyunca (12 yıl), memnun müşterilerimizden çok sayıda olumlu geri bildirim aldık.
Video: baca bükme makinesinin gözden geçirilmesi
Video: boru bükme silindirlerine genel bakış
Bacalar yapmak için uygun bir bükme makinesi bulmanıza yardımcı olacağız. Aşağıda, üretiminiz için en iyi ekipman seçeneğini seçebileceğinizden emin olduktan sonra pratik tavsiyeler verilecektir:
- Kenar boşluklu birimi seçin. Metalin yüzde 30-50 daha kalın işlenmesine izin vermelidir;
- Makinenin teknik özelliklerini dikkatlice inceleyin. Önümüzdeki birkaç yıl boyunca üreteceğiniz metal parçaların şeklini tam olarak bilmeniz gerekiyor. Sabit mi mobil mi? Hepsi kurulum yerine bağlıdır;
- Kaliteli çalışma için ek seçeneklere ihtiyacınız var mı (makaralı bıçaklar, destek masaları)?
Bir tamir atölyesi veya şantiye için bir mobil makineye ihtiyacınız varsa, o zaman en iyi çözüm, manuel olarak geçirilemeyen bir sac bükme makinesi satın almak olacaktır.
Bu tür ekipmanların ağırlığı 250 kg'ı geçmez., Sacın kalınlığı 0,63 mm ila 1,5 mm, sac uzunluğu (1040 mm ila 2050 mm) arasında değişebilir.
Sac bükme makineleri LBM ve LBA serilerinin Metal Master'ı, sınırlı bir üretim alanında teknolojik sorunları çözmek için mükemmeldir. Atölye çalışması, manuel tam delik bükme makineleri gibi güvenilir ve dayanıklı bir teknoloji gerektirir.
Özel cilalı pedlerin varlığı, boya ve cila veya polimer kaplamalı metalle çalışmanıza izin verecektir.
Yüksek hassasiyetli bir sac bükme üretmek ve ondan örneğin bir baca gibi karmaşık şekilli bir ürün oluşturmak için, segmental bir sac bükme makinesine ihtiyacınız olacak (sac basıncının kolay ayarlanması, yay kompansatör, boş beslemenin derinliği konusunda herhangi bir kısıtlama yoktur).
Metal Master demo odasından ONLINE yayın
metalmaster.ru
Dikiş ekleminin işlenmesi
Son aşama, popo dikişinin işlenmesini, yani kıvrılmasını içerir. Bunu yapmak için, L şeklindeki katlamanın üst kısmı, diğer katın kenarını sararak aşağı katlanır. Sonuç, boruya dik bir tür sandviç olmalıdır. Alın kaynağı elde etmek için sandviçi ürüne bastırmanız gerekir.
Daha fazla güvenilirlik için, alın dikişi perçinlerle güçlendirilmiştir. Bununla birlikte, bu birleştirme yöntemini kullanarak kalaydan yapılmış kendin yap borular ek takviye gerektirmez.
Kendi elinizle galvanizli bir boru nasıl yapılır?
Galvanizli boruları özgürce satın alabilirsiniz, ancak bu tür ürünlerin maliyeti oldukça yüksektir, bu nedenle, kendi ellerinizle galvanizli bir boru yapma arzusu, her şeyden önce, ekonomi dikkate alınarak belirlenir.
Aynı zamanda, galvanizli boruların üretimi, özel çabaların, özel pahalı armatürlerin ve aletlerin ve bir tür profesyonel bilginin kullanılmasını gerektirmez, bu nedenle, cephaneliğinde bir dizi standart marangozluk bulunan herhangi bir ev ustası bununla başa çıkabilir. araçlar.
Çerçeve montaj süreci
Tekne için tüm parçaları hazırladıktan sonra, tekneyi galvanizli çelik ve levhalardan kendi ellerimizle doğrudan montaj sürecine geçiyoruz. Bunu yapmak için aşağıdakileri yapmanız gerekir:
Okumanızı öneririz: Riviera teknesinin özellikleri nelerdir?
- Yayda, yay için iki tarafı ve üçgen bir boşluğu birleştirmek gerekir. Bağlantı elemanları olarak çiviler veya kendinden kılavuzlu vidalar kullanılabilir. Blok kenarların üzerine çıkarsa, o zaman bir seviyeye kesilmelidir.
- Bir sonraki adım, geçici bir ara parça takmaktır. Bu sürece dikkatle yaklaşılmalıdır. Böylece kenarları bükerken patlamaz, ara parça çok büyük olmayan bir açıyla eğelenir.
- Ara parçayı taktıktan sonra, kenarları daha fazla bükmek gerekir. İşi bir ip veya bir çift yardımcı yapacak.
- Arka kısmı değiştiriyoruz, ayarlıyoruz, gerekli pahı kaldırıyoruz. Boşluk bırakmamak için iyi oturması gerekir. Her şey tam olarak oturmalıdır.
- Uygunluğu bitirdikten sonra, yanları çekiçliyoruz ve tüm çıkıntıları kesiyoruz.
- Kenarlar monte edildikten sonra geçici olanları çıkarırken kalıcı dikmeler takıyoruz. Ne kadar ayrıntı ayarlanacağı, sahibinin tercihine bağlıdır.
Ahşap parçaları çivi veya kendinden kılavuzlu vidalarla sabitlemeden önce, delikleri bir matkapla önceden delmeye değer. Bu yöntem, tahtaların çatlamasını önler.
Ahşap yapının montajında son aşama, yanların alt kısımlarında pah kırma, ara parçalar ve koruyucu bir antiseptik tabakanın kaplanması olacaktır.
Galvanizli boruların özellikleri
Bacaları donatmak için galvanizli metal borular kullanılır; hafif olmaları ve buna bağlı olarak montaj kolaylığı nedeniyle popülerdirler. Galvanizli bacalar, bir temelin inşasını gerektirmez ve bu, baca ekipmanı maliyetini önemli ölçüde azaltır.

Bu tür borular 900 ° 'ye kadar sıcaklıklara dayanıklı yangın güvenliği standartlarını karşılar, böylece katı yakıtlı ısıtma kazanları ve sobalarından duman tahliyesi için bile kullanılabilirler.
Ayrıca ev yapımında galvanizli borular olukları donatmak için kullanılır. Bu tür borular halihazırda maliyet açısından oldukça uygun, ancak aynı zamanda el yapımı ürünler kullanılarak işlem daha da ucuza yapılabilmektedir.
Galvanizli ürünlerin yapımı
Üreticiler bu bacaların tek ve çift devreli modifikasyonlarını üretirler.
Tek devreli galvanizli çelik ürünler genellikle evin içine monte edilir veya tuğla ile kaplanır.

Yoğuşma oluşumunu önlemek için yalıtılmalıdır. İzolasyonsuz galvaniz çelikten yapılmış tek devreli bacaların kullanılması tavsiye edilmez.
Barbekü veya barbekü alanına tek başına yerleştirilebilir.
Çift devreli modifikasyon (sandviç galvanizli borular), çok katmanlı olması nedeniyle bu şekilde adlandırılmıştır. Mineral yün veya diğer refrakter yalıtım ile izole edilmiş iç ve dış olmak üzere üç bileşenden oluşur.
Bu tasarım hızla ısınır, bu da ısıtma cihazlarının çalışmasını etkinleştirir ve duvarlarda biriken nem miktarını en aza indirir.
Galvanizli sandviç boruyu tercih ettikten sonra, dış cephenin genel tasarımına uyumlu bir şekilde uyan estetik bir görünümden bahsedebiliriz. Yukarıda açıklanan teknolojiye ek olarak, yapılar sözde siyah çelikten oluşturulur.
Bu galvanizli sandviç borular, içine döşenen borunun normal çelikten yapılacağını varsayar.
Kalorifer kazanları, sobaları veya şömineleri olan evlerde galvaniz bacalı sandviç borular kullanılmaktadır. Ayrıca hamamlar ve saunalar için en iyi seçenektir.
Hamamın cihazı sıradan bir evden farklı olduğundan, buhar odasında yüksek bir sıcaklığı korumak için bir sandviç yapı kullanılır ve aralarındaki boşluk, çevre dostu bir bileşimin ısı yalıtımı olan mineral yün ile doldurulur. ve aynı zamanda yüksek sıcaklıklarda yangına maruz kalmaz.
Galvanizli boru yapmak için neye ihtiyacınız var
Evde galvanizli bir boru yapmak için bir kalay tabakasına ihtiyacınız var; malzeme yumuşaklığı ve sünekliği nedeniyle özel çaba gerektirmez.
Kalay, haddeleme makinelerinde 0,1 ila 0,7 mm kalınlığındaki ince çelik sacdan endüstriyel olarak yapılır ve daha sonra bunlar korozyon önleyici bir koruyucu krom, kalay veya çinko tabakası ile kaplanır. Son olarak, iş parçaları 512 mm ile 2000 mm arasında değişen genişlikte standart boyutlarda kesilir.

Bu tür ürünlerin mukavemeti, özellikle malzemenin ek sertleştiricileri varsa, çelik muadillerinden hiçbir şekilde daha düşük değildir, ancak aynı zamanda çok plastiktir ve karmaşık şekilli boru hatlarını manuel olarak monte etmenize izin verir. Korozyon önleyici kaplama, boruyu dış ortamdan korur.
Bu tür boruların sorunu, yetersiz eğilme mukavemeti olduğundan, açık parçaların imalatı için, ürünü güçlendirmek için yapıya sertleştiriciler eklenir.
- mağazalarda çeşitli boyutlarda çok çeşitli borular sunulmaktadır: tek devreli;
- çift devreli (sandviç şeklinde yapılır ve bir iç ve dış borudan oluşur);
- oluklu, artan esneklik ile karakterize edilir.
Not! Evde teknik olarak sadece tek devreli bir boru yapmak mümkündür.
Levha kalınlığını seçerken borunun amacı dikkate alınmalıdır. Örneğin, katı yakıt sobalarından ve şöminelerden baca gazının çıkarılması için galvanizli bir boru, yüksek sıcaklıklara ve aynı zamanda yüksek korozyon önleyici özelliklere sahip olmalıdır.
Bu önemli! Çalışma ortamının sıcaklığı ne kadar yüksekse, boru duvarları da o kadar kalın olmalıdır.
Enstrümanlar
İş için, bükmek, bükülme açısını doğru bir şekilde ölçmek ve boruyu istenen uzunlukta kesmek için özel aletler gerekir.




Ürün seçimi
Drenajın dayanıklılığı, ürünün malzemesine bağlıdır. Sıcaklık, yağış ve güneş ışığı gibi dış tahriş edicilere dayanıklı ve dayanıklı olmalıdır.
Aşağıdaki gereksinimler gerektiği gibi karşılanır:
- Cink Steel. Bu, dayanıklı olmayan bir bütçe seçeneğidir. Buzu çıkarırken, yapı bir levye ile kolayca zarar görebilir.
- Polimer kaplı metal karolar. Malzeme, aşırı sıcaklıkları iyi tolere eder, kaplama nedeniyle aşınmaz. Ancak ses yalıtım özelliği yoktur.
- Koruma olarak boyalı çelik sac. İkincisi mekanik stresle yok edilir, bu nedenle böyle bir savak periyodik olarak güncellenmelidir.
- Plastik. Bu malzeme korozyona, UV ışığına ve asit çökelmesine karşı dayanıklıdır. Yağmurda gürültüyü neredeyse bastırır.
- Bakır ve titanyum alaşımları. Seçenek en güvenilir ve dayanıklı olanıdır, ancak benzerlerinden daha pahalıdır.
Hemen hemen tüm seçenekler bir renk seçimi içerir. Her durumda, elemanların parametrelerine dikkat etmelisiniz. Öyleyse, eğimin alanı 250 metrekareden azsa. metre, daha sonra oluk için 125 mm genişlik ve 90 mm çapında bir boru için yeterlidir. Diğer durumlarda, büyük veriyi seçmeye değer.
Galvanizli boru üretimi için talimatlar
Her şeyden önce bir tarafa 5 mm, diğer tarafa iki kez 5 mm katlama çizgileri uygulayarak demir sacı işaretlemeniz gerekir, bir taraftaki katın sağlam olması için ikinciden daha geniş olması gerekir. gelecekte dikiş. Bir köşe ve pense kullanarak levhayı her iki taraftan 90 ° açıyla bükün.

Bu önemli! Şekil, katlama çizgisi boyunca bir kenardan diğerine hareket ederek kademeli olarak katlanmalıdır.
Daha sonra, iş parçasını çevirerek kıvrımlar oluşturulur, açı 135-140 ° 'ye ayarlanır, ürünün malzemesine zarar vermemek için teneke kenarlarına bir tokmak veya yumuşak bir çekiçle çekiçle vurulur. Kıvrımların oluşumundan sonra borunun oluşumuna geçebilirsiniz.
İş parçasını şekillendirmek için boyutlandırma şablonuna ekleyin ve kıvrımlar bir araya gelene kadar tekrar hafifçe vurun.
Geniş kenar yine 90 ° 'lik bir açıyla ürün düzlemine paralel olarak bükülür.
Son aşama, bir tokmak kullanarak uçları düz bir dikişle birleştirmektir.
Kıvrımları hizalayın, ikinci katın yatay kısmını bükün, ilk katla sarın ve ardından bu dikişi boru düzlemine sıkıca bastırarak bükün.
Ek olarak, bir kaynak makinesi kullanarak metal perçinlerle eklemi güçlendirebilirsiniz, ancak çoğu zaman düz bir dikişle bağlanan galvanizli borular ek takviye gerektirmez.
Normatif belgeler
En gizli ve gizemli olanla başlayalım, gerçek şu ki, bu tür malzemeler için kendi standartları yoktur. Bu şekilde ortaya çıktı, ürünün kendisi var oldu ve uzun süredir üretildi, ancak galvanizli metal boru için GOST mevcut değil.
Not! Uzun süredir galvanizli boru üretimi, ürün yelpazesinin ödünç alındığı metal borular standardına uygun olarak gerçekleştirilmektedir.
Aslında, galvanizli malzemeler aşağıdaki belgelere göre üretilmektedir:
- GOST 3262 75'e göre metal boru imalatı;
- GOST 10704 91'e uygun boyuna elektrik kaynaklı galvanizli borular.
İlk standartta netlik varsa, o zaman neden ikinci GOST'un galvanizli bir boru için kullanıldığı tamamen belirsizdir? Bunu açıklamak yeterince kolay. Gerçek şu ki, boru hatları genellikle korozyona yol açan agresif dış etkilere maruz kalmaktadır, özellikle uzunlamasına kaynaklı borular bu sorunu çözmek için en uygunudur, yani.düşük bir fiyatı vardır, ancak aynı zamanda korozyondan önemli ölçüde korunurlar.
Not! Bu tür malzemelerin üretiminde herhangi bir yasak yoktur - spiral tip veya dikişsiz, üretilmesi kolay, yüksek mukavemetli ve kalın duvarlı galvanizleme gerekli değildir. Ve tesisatçı iş bitiminden sonra soğuk galvanizleme yapabilir.