
Isıtma borularını döşerken, genellikle kaynakla bağlanmaları gerekir. Elbette bazı durumlarda dişli bağlantı da uygun olabilir, ancak bu yöntemin yüzdesi çok daha azdır.
Metal ısıtma borularının kaynağı
Çelik boruların kaynağı ile ilgili olarak, bu yöntemin birkaç çeşidi vardır. Örneğin: manuel elektrik arkı, gaz kaynağı (yarı otomatik, otomatik). İlk kaynak türü genellikle çelik ısıtma elemanlarını bağlamak için kullanılır.
Çelik boruları manuel ark kaynağı ile kaynaklamak için, katkı maddesi görevi gören özel elektrotlar kullanmanız gerekir. İki işlevi yerine getirirler: yaya akım iletirler ve dikişi doldururlar. Bileşimleri, boyutları ve diğer özellikleri GOST tarafından belirlenir. Bugün Web'de bunun veya bu tür bir kaynağın nasıl yapıldığını gösteren yeterli sayıda video bulabilirsiniz.
Çelik boru ısıtma kayıtları.
Manuel ark teknolojisi oldukça basittir, bu yüzden kendiniz yapabilirsiniz. Her şey hazırlıkla başlar.
Araç ve gereç seti

Kaynak için aletler ve koruyucu giysiler hazırlayın
Elektrikli kaynak ile ısıtma borularının kaynağı hazırlık aşaması ile başlar:
- Ustanın hazırlanması. İşyerini uygun şekilde donatmak, güvenlik önlemlerine uygunluğu sağlamak, gerekirse ekipman ve malzemeleri kullanma talimatlarını yeniden okumak gerekir. Boruları elektrik kaynağı ile kaynaklamak için koruyucu cihazlar gerekli olacaktır. Bunlar, yanmaz özel bir takım elbise (pantolon, ceket, üniforma ile şapka), maske, ayakkabı ve tozlukları içerir. İyi havalandırmaya dikkat etmeniz gerekir.
- Araç ve gereçlerin hazırlanması. Her küçük ayrıntıya dikkat edilmelidir, çünkü işin rahatlığı ve nihai sonucun kalitesi buna bağlıdır.
Isıtmayı kaynaklamak için aşağıdaki alet ve cihazlara ihtiyacınız vardır:
- yedek tutuculu kaynak makinesi;
- kesme ve taşlama diskleri olan öğütücü;
- metal fırça;
- farklı tane boyutlarında zımpara kağıdı;
- bir çekiç;
- elektrot stoğu;
- kötülük;
- kelepçeler;
- duvarları metal damlalardan ve kurumdan korumak için çelik veya asbestli çimento levhalar;
- döşemeyi örtmek için bir muşamba.
Boruları elektrik kaynağı ile kaynaklamadan önce, blendajdaki kablo, priz ve makinelerin hazırlanan aparatın göstergelerine uygunluğunu kontrol etmek gerekir. Ev aletlerinin bile getirdiği ağır yüklere dayanacak kadar güçlü olmaları gerekir.



Hazırlık
Öncelikle boruları hazırlamaya başlamalısınız. Kaynak yapılacak yüzeyler temizlenmeli ve yağdan arındırılmalıdır. Dikişlerdeki kusurları önlemenin tek yolu budur.
Ürünler uygun kenar açılma açısına sahip olmalı, ürün ekseninin alın yüzü düzlemine diklik gözetilmelidir. Büyük çaplı ısıtma borularının hazırlanması, freze makineleri veya gaz-asit kesimi kullanılarak gerçekleştirilir.
Boyutlar, ürün kalınlığının uygunluğu, kimyasal bileşim, mekanik özellikler - her şey GOST gereklilikleriyle birleştirilmelidir.
Sıklıkla donukluğun büyüklüğünün yaklaşık 2 mm olduğu ve açılma açısının yaklaşık 65 derece olduğu unutulmamalıdır.
Hazırlamanın önemli bir aşaması, malzeme seçimidir.
Plastik boru kaynak teknolojisi

Polipropilen boruların kaynağında özel bir aparat kullanılır
Polipropilen, nispeten düşük bir maliyetle bir dizi olumlu özelliğe sahip olduğu için kademeli olarak çeliğin yerini almaktadır.Plastik borular, yüksek basınç, hafif, pürüzsüz iç duvarlar ve mükemmel görünüm için tasarlanmıştır. Ancak tüm eklemler güçlü ve sıkı ise boru hattı işlevlerini etkili bir şekilde yerine getirecektir. 110 derecenin üzerinde bir sıcaklıkta sıcak su geçirildiğinde, polimerin yumuşak hale geldiği ve boyut olarak artmaya başladığı unutulmamalıdır. Bu nedenle, ısıtma tesisatı için sadece fiberglas veya alüminyum folyo ile güçlendirilmiş ürünler kullanılır.
Bağlantıları birleştirmek için özel bir havya kullanılır. Cihaz çift taraflıdır, bir kenarında harici, diğerinde ise birleştirilen parçaların dahili ısıtması için nozullar vardır.
Bunları bağlamak için aşağıdaki bağlantı parçaları kullanılır:
- kaplinler;
- adaptörler;
- köşeler;
- tees;
- haçlar;
- ısıtma aküsüne bağlantı için dişli flanşlar.
Polipropilen iletişimini lehimlerken, ısının etkisi altında difüzyon prensibi kullanılır. Bitişik bağların kenarları erir, madde karışır ve monolitik bir bileşik oluşturur.

Kaynak işlemi sırasında bağlantı, monolitik bir bağlantıya dönüşür.
Polimer parçaların kaynak işlemi aşağıdaki yönteme göre gerçekleştirilir:
- Isıtma sistemi için bir boru şeması çizin.
- Belirli bir uzunluktaki iş parçalarını kesmek. Boruların bağlantı parçalarının deliklerine daldırma miktarı ve bağlantı parçalarının boyutları için düzeltme yapılır.
- Havyayı yeşil gösterge yanana kadar ısıtın. Bu, toplanmanın başlayabileceğinin kanıtıdır.
- Parçaların cihaza, karşılık gelen çaptaki branşman borularında tutturulması. Ekipmanın tamamlandığı tablonun göstergelerine göre ısıtılmaları gerekir.
- Boru ve rakor bağlantısı. Bu, iç kısım bağlantı parçasındaki kilitleme tırnağına dayanana kadar kesinlikle tek yönde yapılır. Ürünleri döndüremez, ileri geri hareket ettiremezsiniz. Eklem açısı için düzeltmeye izin verilir.
- Soğutma. Eklemi, cihaz talimatlarında belirtilen süre boyunca statik bir konumda tutmak gerekir. Ancak o zaman montaj devam edebilir.
Metal borulardan farklı olarak, polimer borular dikey ve yatay aşıklar için desteğe ihtiyaç duyar. Her 100-150 cm'de bir plastik ara kelepçelerle duvara sabitlenir. Montajdan sonra, polipropilen iletişimler ek son işlem ve müteakip bakım gerektirmez.


Elektrotlar
Elektrotlar
Doğru elektrotları seçerseniz, çelik ısıtma borularını doğru şekilde kaynaklayabilirsiniz. Hepsinin iki türü vardır: erimeyen ve eriyen taban ile. Derecelendirme, elektrot çekirdeğinin çeşitliliğine bağlıdır. Sarf malzemesi olmayan tip için elektroteknik kömür, grafit veya tungsten kullanılır. Sarf malzemesine gelince, farklı bir bileşim ve boyuta sahip olabilen kaynak telinden yapılmıştır. Bizim durumumuzda genellikle 2 ila 5 mm çapında elektrotlar kullanılır. Büyük boyutlu ürünler, büyük bir elektrot çapı ile pişirilebilir.
Kaplamaya gelince, çelik ısıtma borularının kaynağı için bir veya daha fazla elektrot seçimini de etkiler. Böyle elektrotlar var:
- Temel kaplama ile. Böyle bir sarf malzemesi sayesinde dikişlerin çatlama olasılığı düşüktür ve iyi tokluk değerlerine sahiptir.
- Rutil selüloz kaplı. En zoru da dahil olmak üzere çeşitli durumlar için kullanılırlar: yukarıdan aşağıya dikey dikiş.
- Rutil kaplı. Dikişler mükemmel görünüyor. Cüruf iyi giderilir ve tutuşması kolaydır. Bu nedenle, bu elektrotlar genellikle punteriz kaynakları ve köşe kaynakları için kullanılır.
- Rutil asit kaplıdır. Cüruf özel bir yapıdan oluşur, işlem sonunda basitçe kaldırılır.
- Selülozik kaplamalı. Dikey ve dairesel dikişler oluşturmak için büyük çaplı ürünler için uygundur.
Metal boru kaynak teknolojisi

Bakır borular için gaz kaynağı teknolojisi kullanılmaktadır
Bağlantının kuvvetli ve sıkı olması için montajdan önce sistem parçalarının hazırlanması gerekmektedir. Kenarların düzgünlüğünü kontrol etmek, metali kesimden 10 mm mesafede pahlamak ve taşlamak gerekir. Bundan sonra, temizlenen yerleri yağdan arındırmak için bir çözücü ile işlemden geçirmeniz gerekir.
Boruları çeşitli amaçlarla kaynaklamak için aşağıdaki kaplama bileşimine sahip elektrotlar kullanılır:
- rutil asit (RA) - kamu sektöründe soğuk ve sıcak su temini için;
- rutil (RR) - yüksek basınç altında çalışan ısıtma sistemlerinin montajı için;
- rutil selüloz (RC) - yüksek bağlantı güvenilirliği gerektiren yapılarda kullanılır;
- evrensel (B) - konut sektöründe ve üretimde her türlü boru hattının montajı için.

Boruları geçici olarak birleştirmek için soğuk kaynak kullanılabilir
Aşağıdaki teknolojileri kullanarak metal borular pişirebilirsiniz:
- Elektrikli kaynak. Manuel olarak veya bir makine kullanılarak gerçekleştirilir. Çalışma prensibi, kısa devre sırasında meydana gelen bir elektronik arkın oluşturulmasına dayanır. Bu sürece büyük miktarda ısı açığa çıkarak metalin erimesine neden olur. Sarf malzemesi veya sarf malzemesi olmayan elektrotlar, bir dikiş oluşturmak için kullanılır.
- Gaz kaynağı. Boru bağlantıları, yanan gazın etkisi altında, üzerine bir metalin uygulanmasıyla eşzamanlı olarak erir ve bu da bağlantı görevi görür. Bitişik parçalarla homojen bir yapıya sahip olan monolitik bir bağlantı oluşur.
- Soğuk kaynak. Bu yöntem, düşük basınçlı boru hatları kurarken veya ulaşılması zor yerlerde tamir ederken kullanılır. Yöntemin özü, hızlı sertleşen bir yapıştırıcı ile emprenye edilmiş bir bandajın vuruntunun etrafına sarılmasından ibarettir.
Seçeneğin seçimi, sistemin özelliklerine ve soğutucunun özelliklerine karşılık geliyorsa doğrudur.
Gaz kaynağı nedir
Gaz kaynağının temeli, bir oksijen karışımının yanıcı bir gazla yanması sırasında oluşan bir alevle metal bölümlerin ısıtılması ve ardından erimiş metal ile kaynaklanacak elemanlar arasındaki eklemin doldurulmasıdır. Kaynağın gaz kaynağındaki gücü, diğer kaynak türlerinin (örneğin elektrik arkı) bir sonucundan daha düşüktür, ancak küçük çaplı (150 mm'ye kadar) veya ince duvarlı (3,5 mm'den az) borular takarken , onlara katılmanın tek yolu budur.
Kaynakların sınıflandırılması

Düşük kaliteli kaynakla, zamanla dikiş kusurları ortaya çıkar
Bağlantı, tasarım özelliklerine ve işlenen metalin kalınlığına bağlı olarak farklı şekillerde kaynaklanabilir.
Böyle bir kaynak sınıflandırması var:
- Görünüşe göre düz (normal), zayıflamış (içbükey) ve güçlendirilmiş (dışbükey).
- Uzunluğa göre - sabit (sürekli, kapalı), süreksiz (noktalar, segmentler). Uzunluk açısından, dikişler kısa (25 cm'ye kadar), orta (26-100 cm) ve uzun (101 cm'den fazla) olarak alt bölümlere ayrılmıştır.
- Uygulama sırasında - yatay (dikey bölümlerde), dikey (yatay kirişlerde), tavan (bağlantı aşağıdan yapıldığında), alt (dikişin üstünde elektrot).
- Etkili kuvvete göre - yan yüz (eksen boyunca), önden (eksen boyunca), eğik (çapraz), birleştirilmiş (türlerin kombinasyonu).
- Katman ve geçiş sayısına göre - tek katmanlı (tek geçişli) ve çok katmanlı (birkaç geçişli).
Isıtma sisteminin doğru kurulumu ile, listelenen tüm dikişler gerçekleştirilebilir. Gerekirse boruların iç kısımlarına da kaynak yapılır.
Borularla çalışırken uygulama özellikleri
Boru hatları çoğunlukla sıvı veya gazı taşımak için tasarlanmıştır. Böylece, içerideki popo dikişlerinin yerinde, boru hattının içeriğinin hareketini engelleyen hiçbir boncuk bulunmaz, duvarların içinden ve içinden geçmesine izin verilmez.Bu nedenle, boruları kaynak yaparken parçaların hazırlanması, diğer ürün ve yapıların kaynağından farklı olacaktır.
Boruların gaz kaynağı tek kat ve tek geçişte yapılır. Popo dikişinin kabul edilebilir çıkıntısı 1-3 mm'den fazla değildir.
Dikiş, kaynak yapılacak parçaların metaline kademeli bir geçişle, boşluklar ve düzensizlikler olmadan pürüzsüz olmalıdır.
Ana kaynaklı bağlantı türleri
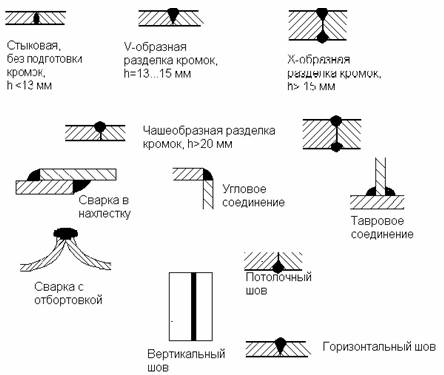
Kaynaklı bağlantı türleri
Uzaydaki konumlarına göre, dikişler aşağıdaki tiplere ayrılır:
- açısal - parçalar bir açıda;
- T-şekilli - elemanların ucunun ve yanının bağlantısı;
- popo - borular tek bir düzlemde bağlanır;
- örtüşen - parçalar üst üste bindirilir;
- uç - parçaların yan yüzeylerine bitişik.
Çalışma sırasında, usta kendisi için en uygun olanı seçer ve teknik şartlara uygun parça kaynak yöntemini seçer.
Gaz kaynaklı pillerin değiştirilmesi, kaliteli dikişlerin garantisidir!

Isıtma ekipmanı pazarında yeni tekliflerin ortaya çıkması, halkı eski pilleri yeni ısıtma radyatörleriyle değiştirmeyi düşünmeye sevk ediyor. Bir değiştirme işlemi gerçekleştirmek için, ısıtma radyatörlerinin kurulumunun nasıl yapılacağını doğru bir şekilde belirlemek önemlidir. İşin yapılabileceği birçok seçenek vardır, ancak en etkili olanı gaz kaynağı kullanmaktır. Bunun nedeni, pilleri gaz kaynağı ile değiştirmenin aşağıdakiler gibi birçok avantajı olmasıdır:
- Daha fazla güvenilirlik. İşin yapılması şartıyla, yüksek nitelikli bir zanaatkar olacak, ortaya çıkan dikiş, yıllarca ideal olarak hizmet verebileceği için güvenilirlik ile ayırt edilecektir. Ek olarak, monte edilmiş bağlantılar kullanılarak kurulum yapılırken gözlemlendiği gibi, kaynaklı dikiş kendine ek dikkat gerektirmeyecektir. Bunun nedeni, bağlantının, kural olarak operasyonda kırılgan olan ek bir contaya sahip olmamasıdır.
- Düzgün görünüm. Kaynak işi tamamen bittikten sonra, dikiş pratik olarak görünmez kalır, böylece odanın dış tasarımını bozmaz ve açık bir yerde kalabilir.
Isıtma sisteminin verimliliği ve ekonomisi yapılan işin kalitesine bağlı olacağından, ısıtma radyatörlerini kurmak için yalnızca deneyimli bir usta güvenilmelidir. Firmamız ustaları, gaz kaynağı kullanarak radyatör montajını verimli ve doğru bir şekilde yapabilmektedir.
| 1 | Değiştirme için ayrılma | PC | bedava |
| 2 | Danışma ve tahmin | PC | bedava |
| 3 | Malzemenin satın alınması ve teslimi | PC | bedava |
| 4 | Akülerin 20 adetten itibaren gaz kaynağı ile değiştirilmesi. | PC | 2500 |
| 5 | Akülerin 10 adetten itibaren gaz kaynağı ile değiştirilmesi. | PC | 3000 |
| 6 | 4 adetten itibaren gaz kaynak bataryalarının değiştirilmesi | PC | 3500 |
| 7 | Gaz kaynağı pillerinin 2 adetten değiştirilmesi | PC | 4000 |
| 5 | Bir pilin gaz kaynağı ile değiştirilmesi | PC | 5000 |
Aküleri gaz kaynağı ile değiştirmenin avantajı

Kaynak, belirli bir sıcaklığa kadar ısıtılan parçaların kenarları arasına erimiş metalin döküldüğü özel bir işlemdir. Kenarların, malzemenin kendisinin teknolojisi ve özelliklerinin gerektirdiği sıcaklığa kadar ısıtıldığına dikkat etmek önemlidir.
Çeşitli şekillerde metal parçaların kaynaklanması için gaz kaynağı çalışmaları yapılır, ayrıca şekli ve boyutu ne olursa olsun metal bir yüzeydeki kusurları gidermek için kaynak kullanılır.
Pillerin değiştirilmesiyle ilgili gaz kaynağı çalışması şunlardan oluşur:
- hazırlık bölümü;
- kaynak (dikiş uygulaması);
- bir metal parçanın yüzeyindeki çatlakların ve boşlukların giderilmesi;
- dikişleri yumuşatmak (gerekirse).
Yalnızca özel olarak eğitilmiş uzmanların gaz kaynağı işleri yapmasına izin verilir, çünkü yalnızca metal yüzeyleri mümkün olduğunca doğru ve verimli bir şekilde birbirine kaynaklayabilirler.
Isıtma pillerinin gaz kaynağı ile değiştirilmesi nasıl yapılır?
Daha önce de belirtildiği gibi, gaz kaynağı kullanarak ısıtma radyatörlerini olabildiğince verimli ve güvenilir bir şekilde kurabilirsiniz. Bunun ana açıklaması, boru ve radyatörün metal kenarlarının, dolgu telinin erimesi sonucu oluşan erimiş metal ile birbirine bağlanmasıdır. Gaz kaynağı yardımı ile dış çapı 100 milimetreyi geçmeyen bir radyatöre çelik boruları bağlamak kolay ve en önemlisi hızlıdır. Bağlantı noktaları (kaynak dikişi), güvenilirlikleri ve sistemdeki yüksek çalışma basıncına dayanma kabiliyetleri ile ayırt edilir, bu da bir atılım olasılığını dışlar. Bir usta tarafından yapılan dikişin, bağlantı parçaları ve diğer mevcut olanlara kıyasla çok düzgün göründüğü de unutulmamalıdır.
Kaynak yöntemleri
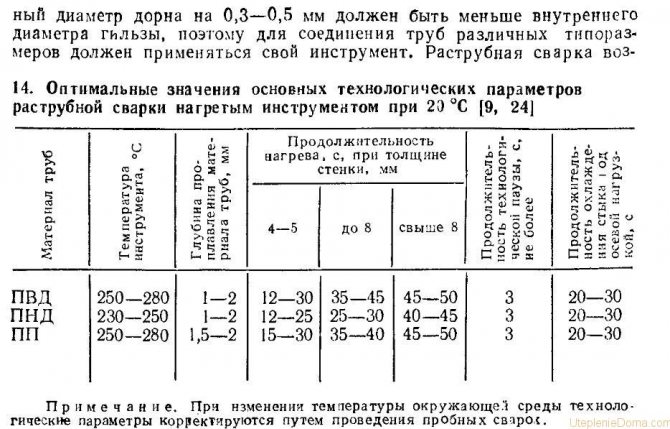
Kurulum teknolojisi, boru çapına ve duvar kalınlığına bağlıdır:
- Asetilen veya propan ile gaz kaynağı, 150 mm çapa kadar ve 6 mm'ye kadar duvarlı borular için kullanılır. 3 mm kalınlığa kadar derzler kesilmeden pişirilir, geri kalanında kenarlar güçlü bir bağlantı oluşturmak için dar bir açıyla önceden kesilir.
- Argon ark, MIG / MAG kaynağı çelik gaz boru hatları için kullanılır.
- Elektrik kaynağı küçük hacimlerde yapılır, penetrasyon sayısı haddelenmiş stoğun kalınlığına bağlıdır. İş için otomatik, yarı otomatik veya manuel kaynak ekipmanı kullanın.
- Yarı otomatik bir cihaz genellikle bir son kat yapmak, akılar veya koruyucu bir atmosfer kullanmak için kullanılır.
- Ev içi kablolama ile, istisnai durumlarda elektrik kaynağı kullanılır, genellikle gaz ekipmanı kullanılır.
Her yöntemin artıları ve eksileri vardır. Çoğu kaynak yapılacak malzemeye, monte edilmiş alanlarda boruya erişime bağlıdır.
Dairede kaynak nüansları
Yeni bir binada çalışma yaparken, ev henüz oturmadığında ve merkezi gaz tedarik şebekelerine bağlandığında, çalışmak için büyük bir engel yoktur, asıl mesele her şeyin proje belgelerine göre yapılmasıdır. Komşulara haber vermeye ve yönetim şirketinden gazı kesmesini istemeye gerek yok. Başka bir şey, zaten mobilyaların olduğu bir apartman dairesinde ve komşular duvarın arkasında yaşıyor. Dikkat etmeniz gereken ilk şey, tüm izinlerin doğru bir şekilde düzenlenmiş olmasıdır. Bir gaz ofisinden gaz ekipmanı kurma izni alındı, bir gazlaştırma projesi için teknik bir görev verildi ve projenin kendisi tamamlandı.
Çalışmaya başlamadan önce, tüm komşulara gaz kesilmesi hakkında bilgi vermek ve merkezi valfi kapatmak gerekir. Bu durumda, sadece kapatmakla kalmaz, aynı zamanda gaz beslemesinin durdurulduğuna dair bir işaret de sağlayın.
Gaz kapatıldıktan sonra borularda kalan gazı boşaltmak ve odayı havalandırmak gerekir, bu güvenlik kuralları gereği gereklidir. Ve ancak bundan sonra doğrudan işe devam edin.
Bir işyeri düzenlenirken kaynak ve montaj işlerinin yapılacağı yere erişimin maksimize edildiğinden emin olmak gerekir. Elektrikli kaynak yardımı ile boruların ısıtılmasının ve bükülmesinin mümkün olmadığı göz önüne alınarak, kolaylık sağlamak için hazır köşe elemanları alınmıştır. Boru hattı uzatmasının yönü ana borudan yapılır. Önce bir bağlantı yapılır, ardından bir sayaç kurulur ve ardından bir dağıtım ağı yapılır.
Tüm çalışmalar tamamlandıktan sonra, gazın bir test çalıştırması yapılır. Sabun çözeltisi yardımı ile gaz kaçağı yerleri belirlenir. Sızıntı bulunursa bu yerler yeniden kaynatılır. Gaz boru hattı sıkı olana kadar kontrol ve sızıntıların giderilmesi yapılır.
MIG / MAG kaynağı
Metal İnert / Aktif Gaz teknolojisi, çalışma alanı üzerinde koruyucu bir atmosfer yaratır. MIG / MAG yöntemi ile gaz borularının kaynağı, karbon çeliklerinden haddelenmiş ürünler için kullanılır, bir dolgu teli beslenerek bir elektrik arkının etkisini eritmekten oluşur. Koruyucu atmosfer eriyiğin oksidasyonunu önler. İnverter yarı otomatik cihazlarda, dolgu teli iletken bir elektrot görevi görür.Gaz beslemesi bir redüktör veya akış ölçer ile düzenlenir. Kaynak yöntemleri:
- manuel - kaynakçı, katkı maddesini kaynak havuzuna kendi başına besler (kaynak işi yapmak için en basit ve en ucuz seçenek);
- yarı otomatik modda, katkı maddesi değişken hıza sahip bir tabanca aracılığıyla sağlanır (invertör ekipmanıyla çalışmak belirli beceriler gerektirir, dikişi kontrol etme yeteneği);
- otomatik makineler kullanılırken, dolgu teli besleme hızı sabittir (pahalı ekipman kullanılır).











